Download

1 / 21
230 likes | 646 Views
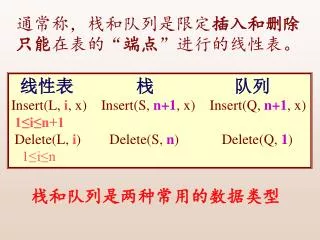
Insert / Outsert Molding. Definitie IOM Waarom IOM ? Afbakening onderwerp Productie technieken Case studies Valkuilen Product Matrijs Mechanisatie Materialen. Definitie IOM (Insert / Outsert Molding). Insert molding Het omspuiten van (metalen) delen met kunststof

E N D
Insert / Outsert Molding • Definitie IOM • Waarom IOM ? • Afbakening onderwerp • Productie technieken • Case studies • Valkuilen • Product • Matrijs • Mechanisatie • Materialen
Definitie IOM (Insert / Outsert Molding) Insert molding Het omspuiten van (metalen) delen met kunststof waarbij het kunststof drager is van de inserts Outsert molding Het omspuiten van (metalen) platines of draad waarbij de platine of het draad drager is van het kunststof.
Waarom IOM ? • Functie integratie • Eliminatie van het aantal onderdelen • Alternatieve verbindings- en montagetechniek • Verbeterde bedrijfszekerheid van produkten • Vergroting van ontwerpvrijheid, 3D electr. circuits PaulS: Shielding Heatsink Elektrische geleiding en isolatie Magnetische eigenschappen Decoratie Versteviging Verankering: bijv. inserts met schroefdraad Nauwkeurigheid vs. grootte van product
Waarom IOM ? Functie integratie Eliminatie van onderdelen door integratie Verbeterde bedrijfszekerheid Alternatieve verbindings- en montagetechniek 4 onderdelen 15 onderdelen
Afbakening onderwerp Als insert materialen kunnen dienen: metaal, kunststof, keramiek, textiel, rubber, glas We beperken ons tot kunststof/metaal combinaties
PaulS: Vertellen over input mogelijkheden Omspuiten in 1 fase of 2 fasen met al dan niet buigen/snijden Output mogelijkheden Paternoster PaulS: Productietechnieken INVOER PROCESsen AFVOER band draad haspel montage platines omspuiten inserts trays
Spuitgiet technieken • 1 fase spuitgieten • 2 fasen spuitgieten (pre molding) • Realiseren van nauwe toleranties bij grote afmetingen • Voorkomen inval bij grote wanddiktes • (Isolerende) voorversteviging van leadframes • Geïsoleerde sub assemblage
Spuitgiet technieken pre-moulding Nauwe toleranties bij grote afmetingen
Spuitgiet technieken Voorversteviging van leadframes Voorkomen inval bij grote wanddiktes
Afvoer & afwerkingsmogelijkheden na het omspuiten • Additionele snij & buigbewerkingen aan frames (voor separatie van electrische circuits) & pinnen • Inspectie (electrisch / visueel) • Verdere montage van additionele componenten • Ophaspelen voor verdere verwerking bij klant • In bulk of blisters verpakken
Aandachtspunten IOM • Produktontwerp • Materiaalkeuze • Inserts / Leadframes • Matrijsontwerp • Spuitgietproces • Mechanisatie
Aandachtspunten IOM Produktontwerp • Verankering van metaal in kunststof bij omspuiten • Vast- of loszitten kunststof in metaal bij outsert techniek • Overgangen kunststof/metaal • Stijfheid leadframe • Ondersteuning inserts / leadframes • Verbanden in leadframe zolang mogelijk behouden • Referentiepunten leadframe t.o.v. holte(s) in matrijs
Aandachtspunten IOM Materiaalkeuze Functie van het product • Kunststof • Vulling en vulgraad, anistropie & krimp • Viscositeit • Matrijs temperatuur • Uitzettingscoefficient • Metaal + bedekking • Eisenpakket klant bijv. soldeerbaarheid, corrosie • Hardheid • Oppervlakte bijv. ruwheid
Aandachtspunten IOM Inserts / Leadframes • Toleranties t.g.v. snijden & buigen • Braamrichting leadframe ivm plaatsing in matrijs • Tolerantie op materiaaldikte batch-to-batch • Toleranties op dikte van bedekking • Hardheid
Aandachtspunten IOM Matrijsontwerp • Plaats van de aanspuiting, meer restricties • Ontluchtingsvoorzieningen, meer obstakels • Afknijpvlakken corrigeerbaar maken ivm braamvorming. • Ondersteuning- en/of positionering van leadframes • Inzetdelen • Beveiliging ! • Vervuiling van gereedschap • Reparatie en onderhoud
Aandachtspunten IOM Spuitgietproces • Inspuitsnelheid • Cyclustijd vaste takt of mensbepaald ? • Vloeigedrag • Temperatuur • Signalering op inlegdelen
Aandachtspunten IOM Mechanisatie • Handling / aanvoer van inserts of platines zonder verstoringen of produktvervormingen • Keuze in graad van mechanisatie & automatisering o.b.v. complexiteit, aantallen & lifecycle • Toepassen van jigs e.a. hulpmiddelen • Standaard eq. / taylor made • Flexibiliteit aantal producten op 1 cel • Scholing en kwalificaties • Verhouding mens / machine • Niet alleen ivm arbeidsbesparing: Q.
Valkuilen • Proto fase overgeslagen • Graad van mechanisatie te hoog • Niet mechaniseerbaar • Positionering inserts niet reproduceerbaar • Niet adequate ondersteuning van leadframe • Plaats aanspuiting • ‘wegspuiten’ bedekking/plating • Vervorming t.g.v. anisotrope krimp
Case study: slot Problemen & Oplossingen • Wanddikte connector 2 fasen spuitgieten • Kromtrekken glasparels in kunststof • Wegspuiten van leadframes verstevigingen in 1e fase
Case study: Problemen & Oplossingen • Box effect connector bomberen van kern • Anisotrope krimp matrijscorrectie (empirisch) • Loskrimpen metalen oren aanpassing receptuur masterbatch (trial and error) • Reproduceerbaarheid soldeerpootjes buigen laatste bewerking (ervaring)
Case study: Telecom Problemen & Oplossingen • Ongewenst krimp effect ander type TPE • Luchtinsluiting ontluchting, onderhoud • Braamvorming nauwkeurige afknijpvlakken, proces • Niet reproduceerbare aanspuitrest custom made Hotrunner)




![第七章 結構化查詢語言SQL( 二 ) 資料庫系統理論與實務 [ 邏輯思維系列 ]](https://cdn3.slideserve.com/6131307/slide1-dt.jpg)