Download
1 / 22
260 likes | 494 Views
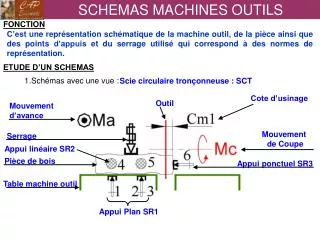
L'optimisation combinatoire en conception des machines-outils. Olga Guschinskaya, Alexandre Dolgui Ecole des Mines de Saint Etienne. Introduction Problème d’optimisation Approches de la résolution Conclusions. Plan. Les machines-outils sont :

E N D
L'optimisation combinatoire en conception des machines-outils Olga Guschinskaya, AlexandreDolgui Ecole des Mines de Saint Etienne
Introduction Problème d’optimisation Approches de la résolution Conclusions Plan
Les machines-outils sont : utilisées dans les systèmes de fabrication en grande série (ont une grande productivité) ; destinées à la fabrication d’un seul type de produit ou d’une famille de produits proches ; hautement automatisées ; très chères (le coût peut varier de 5 millions à 50 millions d’euros) ; exploitées pendant une longue période de temps (approximativement 5 ans sans reconfiguration et jusqu’à 30 ans en total). Introduction
Extraction des opérations Ensemble d’opérations Fraisage t1 Perçage t1 Taraudage t1 … … … …
Données de départ Ensemble d’opérations Contraintes de précédence d’inclusion d’exclusion … … … Architecture de la machine Optimisation
Machine mono broche Toutes les opérations sont exécutées en séquence. Les temps total dépend de la séquence des opérations.
Machine multi broches Chaque tête d’usinage a une ou plusieurs broches. Toutes les opérations affectées à la même tête d’usinage sont exécutées en parallèle.
Définitiondes régimes d’usinage Avance par minute de la tête d’usinage soit soit Longueur de course de l’outil où L(Nkj)=max{l(p) | pNkj } Le temps de cycle de la tête d’usinage t b(Nkl) = L(Nkl)/X(Nkl)
Machine à transfert linéaire Calcul de temps le temps d’une position de travail nk t b(Nkl) tp(Nk) = l=1 letemps de cycle de la machine T(P)=t +max{tp(Nk)} où t est une constante (temps auxiliaire) Contraintes : m0 positions et n0 têtes d’usinage sur chaque position
Machine à transfert circulaire Calcul de temps le temps d’une position de travail tp(Nk) = max{t b(Nkl)| l=1, …, nk} letemps de cycle de la machine T(P)=t +max{tp(Nk)} où t est une constante (temps auxiliaire) Contraintes : m0 positions et 2 têtes d’usinage sur chaque position
Machine à table mobile Calcul de temps le temps d’une position de travail tp(Nk) = max{t b(Nkl)| l=1, …, nk} letemps de cycle de la machine T(P)=t + tp(Nk) Contraintes : 3 positions et 2 têtes d’usinage sur chaque position, sauf la dernière position où on peut placer 3 têtes d’usinage
Contraintesd’affectation • Les contraintes de précédence sont définies par la technologie utilisée, des séquences fixes d’usinage des faces, etc. • Les contraintes d’inclusion sont imposées par la tolérance requise pour la précision d’usinage des entités, par la nécessité del’utilisation d’outil combiné ; etc. • Les contraintes d’inclusion sont dues à l’influence réciproque des opérations ; l’impossibilité de fixation requise de la pièce ; la construction des têtes d’usinage ; etc.
A la phase de conception préliminaire nous devons prendre les décisions suivantes : choisir le nombre de positions de travail et de têtes d’usinage pour chacune entre elles ; choisir les régimes d’usinage pour chaque tête d’usinage ; affecter l’ensemble des opérations aux positions de travail et aux têtes d’usinage choisies. Problème d’optimisation
Etat de l’art • Comparaison avec le GALBP : • temps opératoires ; • contraintes sur l'affectation des opérations (Scholl, 1999) ; • parallélisme d'exécution des opérations (Kahan et al., 2006) ; • choix des équipements (Bukchin J. and Tzur M., 2000, Bukchin J. Rubinovitz J., 2003, Gadidov R. and Wilhelm W., 2000) ; • fonction objectif orientée coût (Amen M., 2000, 2006).
Approches de résolution Méthodes Exactes Heuristiques Approche par graphe (3) MIP (2) FSIC (basée sur COMSOAL) (1) Mixtes Décomposition basée sur le rang d’opérations (1) Décomposition d’une solution faisable (1)
Conclusions • l'approche par graphe est plus performante lors de la résolution des problèmes avec un nombre de contraintes important ; • l’approche par programmation linéaire en variables mixtes permet de résoudre des problèmes avec un petit nombre de contraintes plus rapidement que l'approche par graphe ; • la méthode approchée utilisant la décomposition d’une solution faisablefournit les meilleurs résultats pour la résolution des problèmes de grande taille.