Download
1 / 30
390 likes | 1.48k Views
Speeds and Feeds. In This Lesson. Discuss different cutting tools Learn the definition of speeds and feeds Calculate cutting speeds and feed rates Practice. Basic Cutting Tools. Non-Center Cutting End Mill. Ball End Mill. Center Cutting End Mill. Indexable Shell Mill.

E N D
In This Lesson • Discuss different cutting tools • Learn the definition of speeds and feeds • Calculate cutting speeds and feed rates • Practice
Basic Cutting Tools Non-Center Cutting End Mill Ball End Mill Center Cutting End Mill Indexable Shell Mill
Basic Cutting Tools Combination Drill & Countersink Spotting Drill Countersink
Flutes 4 Flute End Mill 2 Flute End Mill • More cutting edges, longer tool life • Used for harder metals • Clogs easily in deep cuts • More room for chip evacuation • Used for light metals • Weak, short tool life
Center vs. Non-Center Cutting 4 Flute Non-Center Cutting 2 Flute Center Cutting 4 Flute Center Cutting
Definitions • Cutter Speed – The rate of a tool measured in surface feet per minute. • Spindle Speed – The number of revolutions per minute (RPM) that is made by the cutting tool of a machine. • Feed – The distance advanced by the cutting tool along the length of the work for every revolution of the spindle.
CS (ft/min) C (in.) CS 12 (in./min) d (in.) Spindle Feeds Formula • Defined in revolutions per minute (RPM) • Found by dividing the cutter speed by the circumference of the tool N = circumference N =
CS 12 (in./min) d (in.) Example What spindle speed should be used to mill aluminum with a ½ inch end mill? N = Cutting Speed for Aluminum is 250 surface ft/min
CS 12 (in./min) 250 ft/min 12 d (in.) 0.5 in. Example What spindle speed should be used to mill aluminum with a ½ inch end mill? N = Cutting speed for aluminum is 250 surface ft/min N = = 1910RPM
CS 12 (in./min) d (in.) Your Turn What spindle speed should be used to mill soft cast iron with a ¼ inch end mill? N = Cutting speed for soft cast iron is 80 surface ft/min 80 12 = 1222 RPM N= 0.250
CS 12 (in./min) d (in.) Calculating Feed Rates Fm = ft x nt x N Fm = Feed rate in inches/min ft = Feed in inches/tooth nt = Number of teeth on the tool N= Spindle speed =
Example Feed Rate Calculate the feed rate for end milling aluminum with a 2 flute, ½ inch HSS end mill. Fm = ft nt N Tool Feed (in./tooth) ft=.005 in./tooth
CS 12 (in./min) d (in.) Example Feed Rate Calculate the feed rate for end milling aluminum with a 2 flute, ½ inch HSS end mill. Fm = ft nt N Ft = 0.005 in./tooth 250 12 N = = 1910 RPM = 0.5 nt= 2 teeth Fm = 0.005 2 1910 Fm = 19 in./min
250 12 = CS 12 (in./min) 0.75 d (in.) Your Turn Calculate the feed rate for face milling aluminum with a 4 flute, ¾ inch HSS end mill. Fm = ft nt N nt= 4 teeth Ft = 0.005 in./tooth N= = 1273 RPM Fm = 0.005 4 1273 Fm = 25.46 in./min
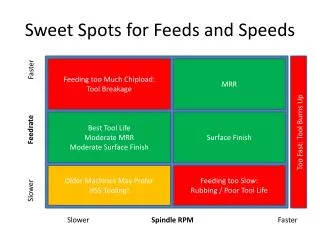
Factors That Affect Feed Rates • Power of spindle motor • Condition of cutting tool • Depth of cut • Quality of surface finish required • Roughing vs. finish cuts • Condition of the machine • Strength of fixture
Tool Feed Rate for Holes Penetration rate in inches/revolution Tool Feed Rate (ipm) = ipr RPM Feed in inches/minute Spindle speed in revolutions/minute
CS 12 (in./min) d (in.) Drill Feed Example What tool feed rate should be used for drilling a .375 inch hole in aluminum? Tool Feed Rate (ipm) = ipr RPM N= 250 12 = 0.375 = 2,546 RPM
Drill Feed The tool diameter is given in decimal form The diameter is .375. Tool Feed Rate (ipm) = ipr RPM = 0.005 2546 = 12.73 ipm
CS 12 (in./min) d (in.) Your Turn What tool feed rate should be used for drilling a .25 inch hole in copper? Tool Feed Rate (ipm) = ipr x rpm N= 100 12 = 0.25 = 1,528 RPM
Drill Feed Our diameter is 0.25 Tool Feed Rate (ipm) = ipr RPM = 0.004 1528 = 6.1 ipm
CS 12 (in./min) d (in.) Special Operations N= Other special operations require slower speeds: Reaming – ½ to ⅔ of that used for drilling the material Counterboring – ¼ of that used for drilling the material Countersinking – ¼ of that used for drilling the material Tapping (threading) – Determined by many factors (usually range from 50 to 300 RPM)
References Kibbe, R.R., Neely, J.E., Meyer, R.O., & White, W.T. (2002). Machine tool practices. Upper Saddle River, NJ: Prentice Hall. Oberg, E., Jones F. D., Horton, H. L., & Ryffell, H. H. (2000). Machinery’s handbook (26th ed.). New York, NY: Industrial Press Inc.