Download
1 / 19
200 likes | 425 Views
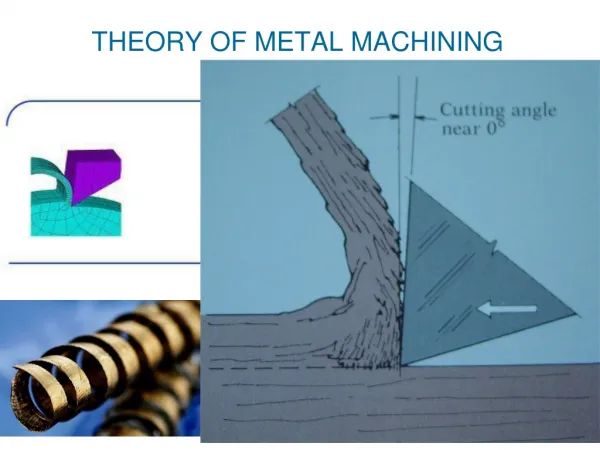
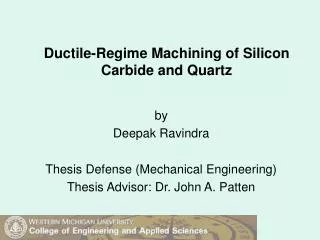
Electrical discharge machining of titanium alloy (Ti–6Al–4V). 任課教師 : 戴子堯 報告人:蔡雅雯 報告日期: 100.05.23. 大綱. 一、前言 二、實驗方法 三、結果與討論 四、結論. 一、前言. 一、前言. 放電加工是將工件及電極置於絕緣液中,通以適當電流,當電極與工件表面凹凸不平之高點接近至某一間隙時,其電壓增高,而電場強度引起該不平點之絕緣油的局部電離分解,因而產生火花放電,經由放電火花之高熱可將工件材料熔融或汽化而除去

E N D
Electrical discharge machining of titanium alloy (Ti–6Al–4V) 任課教師:戴子堯 報告人:蔡雅雯 報告日期:100.05.23
大綱 一、前言 二、實驗方法 三、結果與討論 四、結論
一、前言 • 放電加工是將工件及電極置於絕緣液中,通以適當電流,當電極與工件表面凹凸不平之高點接近至某一間隙時,其電壓增高,而電場強度引起該不平點之絕緣油的局部電離分解,因而產生火花放電,經由放電火花之高熱可將工件材料熔融或汽化而除去 • 本研究主要是探討以Ti-6Al-4V為放電加工之工件,在經過不同的加工參數和不同電極材料後之性質 • 實驗結果以SEM、EDS、XRD等來分析
二、實驗方法 • 實驗材料-Ti-6Al-4V(4.7 mm x 20 mmx 25mm) • 機械性質-Ti-6Al-4V
二、實驗方法 • 電極材料性質 electrode holder electrode • EDM之加工參數 specimen sample holder. EDM configuration
三、結果與討論 • 表面形貌分析 EDS analysis of machined surface, on which the EDS is conducted marked by A A typical surface after EDM (IP: 12 A; τON: 100 μs; electrode material copper). X-ray diffraction profiles of Ti–6Al–4V before machining
三、結果與討論 • XRD分析 • 煤油加工液分解成C和HC滲進工件表面TiC碳化物 X-ray diffraction profiles of Ti–6Al–4Vafter machining EDM (IP: 25 A; τON: 200 μs; electrode material copper).
三、結果與討論 • 白層截面微結構分析 • 白層厚度約10-20μm,結構為麻田散鐵組織 Cross-sectional view of white EDM (IP: 6 A; τON: 100 μs; electrode material graphite).
三、結果與討論 • 平均白層厚度(whitelayer thickness, WLT)分析 • 隨著放電持續時間的恆定電流增加,可看出白層的平均厚度有明顯增加的趨勢 Effect of EDM parameters on average WLT (a) graphite electrode; (b) copper electrode; (c) aluminium electrode.
三、結果與討論 • 表面裂紋分析 • 脈衝電流↑放電持續時間↓ 表面裂紋↓ Effect of EDM parameters on surface crack density ((★) extremely open cracks; (◇) slightly cracks; (○) no crack).
三、結果與討論 • 表面粗糙度分析 • 鋁>銅>石墨 • 電流↑表面粗糙度↑ • 隨著放電持續時間增加(200μs)表面粗糙度有略為改善的現象 Effect of EDM parameters on surface roughness of specimens ((a) graphite electrode; (b) copper electrode; (c) aluminium electrode).
三、結果與討論 • 電極損耗率分析 • 脈衝電流↑ 、放電持續時間↑ 電極損耗率↑ 石墨電極損耗率較低
三、結果與討論 • 材料移除率分析 • 脈衝電流↑ 、放電持續時間↑ 材料移除率↑ • 石墨電極材料移除率較佳 Effect of EDM parameters on MRR ((a) graphite electrode; (b) copper electrode; (c) aluminium electrode).
四、結論 • 由於Ti-6Al-4V的熱傳導係數較低,使得放電加工過程中,會形成再鑄層(白層),因含有TiC碳化物,其硬度相當高 • 隨著放電加工參數的增加,平均白層厚度也隨之增加,也隨著電極材料的不同而有所影響,實驗結果發現以銅為電極材料來做加工,工件表面產生裂紋的機率較高 • 石墨電極因具有高熔點,以至於放電加工時,其電極損耗率較低,材料移除率較高