Download
1 / 16
650 likes | 2.55k Views
CASTING DEFECTS. Subject : MP-II. Submitted to, A.R.Patel M.K.Patel. Submitted by, Jaymin Panchal. Fundamentals of Casting.

E N D
CASTING DEFECTS Subject : MP-II Submitted to, A.R.Patel M.K.Patel Submitted by, Jaymin Panchal
Fundamentals of Casting • Casting processes basically involve the introduction of a molten metal into a mold cavity, where upon solidification, the metal takes on the shape of the mold cavity. • Casting, one of the oldest manufacturing processes, dates back to 4000 B.C. when copper arrowheads were made. • Simple and complicated shapes can be made from any metal that can be melted. • Example of cast parts: frames, structural parts, machine components, engine blocks, valves, pipes, statues, ornamental artifacts….. • Casting sizes range form few mm (teeth of a zipper) to 10 m (propellers of ocean liners).
Casting Processes • Preparing a mold cavity of the desired shape with proper allowance for shrinkage. • Melting the metal with acceptable quality and temperature. • Pouring the metal into the cavity and providing means for the escape of air or gases. • Solidification process, must be properly designed and controlled to avoid defects. • Finishing, cleaning and inspection operations. • Mold removal.
Solidification Time • Where C is a constant that depends on mold material and thickness, metal characteristics and temperature. • Solidification time = C(volume/surface area)2
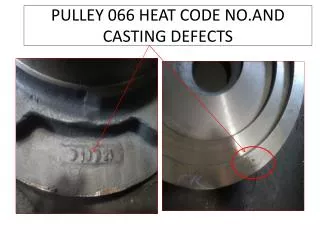
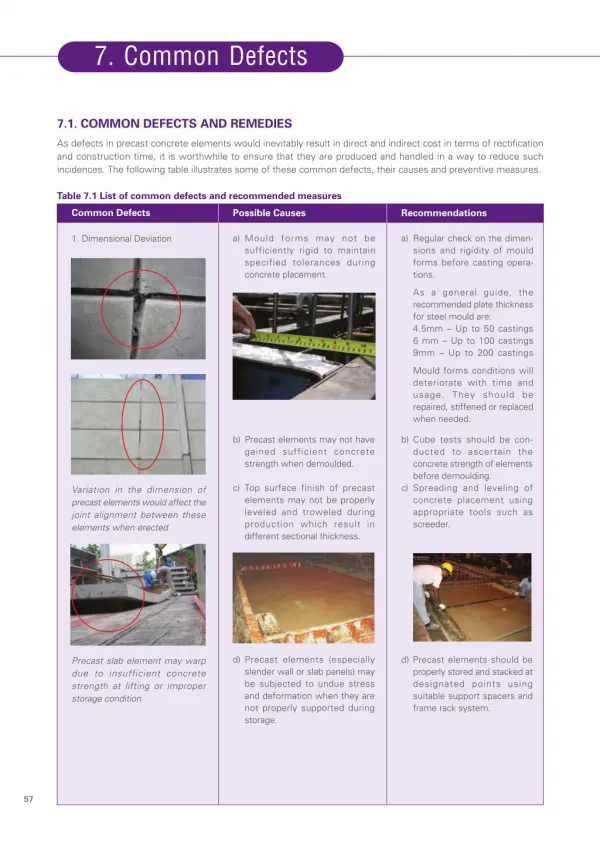
Casting Defects Hot tearing – hot tearing, cracking, occurs if casting is restrained from shrinking, during solidification.
Casting Defects Hot spots – thick sections cool slower than other sections causing abnormal shrinkage. Defects such as voids, cracks and porosity are created.
Centrifugal Casting Centrifuging True centrifugal casting
Squeeze Casting • Cast parts have good mechanical properties, good dimensional accuracy, fine microstructure, good surface finish.
Ceramic Molding Precision Casting • Similar to plaster molding, except it uses ceramic as a mold which is suitable for high temperature applications. Mixture of zircon (ZrSiO4), aluminum oxide (Al2O3), silica (SiO2) and other bounding agents. Plaster Molding • Plaster of Paris (gypsum) is used as the mold material, other components are added to improve the strength and reduce the setting time. The pattern is dried at 400 oF and the two halves are assembled and molten metal is poured into the cavity. • The process produces fine detail with good dimensional accuracy and surface finish. Used to cast aluminum, zinc and copper-based alloys (low-melting temperature.)
Fabrication of Plastics Injection Molding
Vacuum Forming Fabrication of Plastics Hot-Compression Molding
Design Considerations • Wall thickness should be kept uniform if possible. Non uniform wall thickness could lead to warpage and dimensional variations. Minimum recommended; .025 in or .65 mm, up to .125 for large parts. • Round interior and exterior corners to .01-.015 in radius (min.), prevents an edge from chipping.