Download
1 / 2
20 likes | 112 Views
a PARAMETERS. b MECHANISMS. Favoured parameters or innovative measures. Laser welding mode. Material aspects. Favoured process geometry or forces. Theory: Impact. d QUALITY. g DECISION. Sample / edges. (to all). Wider gap / joint geo. pw, conduction. 47c. Ordinary.

E N D
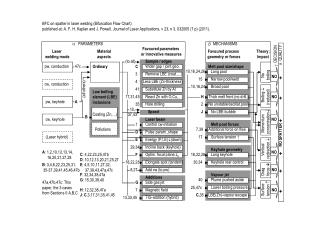
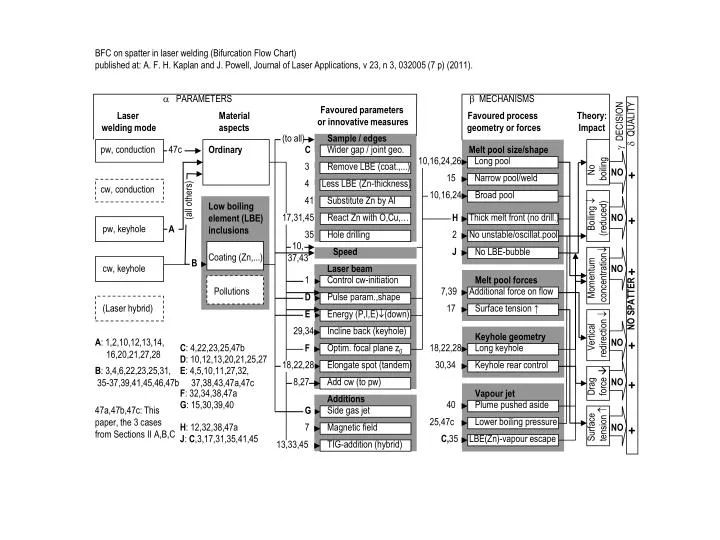
a PARAMETERS b MECHANISMS Favoured parameters or innovative measures Laser welding mode Material aspects Favoured process geometry or forces Theory: Impact d QUALITY g DECISION Sample / edges (to all) Wider gap / joint geo. pw, conduction 47c Ordinary C Melt pool size/shape 10,16,24,26 Long pool 3 Remove LBE (coat.,...) NO + 15 Narrow pool/weld 4 Less LBE (Zn-thickness) cw, conduction 10,16,24 Broad pool Substitute Zn by Al (all others) 41 Low boiling element (LBE) inclusions 17,31,45 React Zn with O,Cu,… H Thick melt front (no drill.) NO + pw, keyhole A 35 Hole drilling 2 No unstable/oscillat.pool 10, 37,43 Speed J No LBE-bubble Coating (Zn,...) B cw, keyhole Laser beam NO + Control cw-initiation 1 Melt pool forces Pollutions 7,39 Additional force on flow Surface Drag Vertical Momentum Boiling No tension force redirection concentration (reduced) boiling D Pulse param.,shape NO SPATTER (Laser hybrid) Surface tension ↑ 17 E Energy (P,I,E)(down) 29,34 Incline back (keyhole) Keyhole geometry A: 1,2,10,12,13,14, 16,20,21,27,28 NO + C: 4,22,23,25,47b F Optim. focal plane z0 18,22,28 Long keyhole D: 10,12,13,20,21,25,27 18,22,28 Elongate spot (tandem) 30,34 Keyhole rear control B: 3,4,6,22,23,25,31, 35-37,39,41,45,46,47b E: 4,5,10,11,27,32, 37,38,43,47a,47c 8,27 Add cw (to pw) NO + F: 32,34,38,47a Vapour jet Additions 40 Plume pushed aside G: 15,30,39,40 Side gas jet 47a,47b,47c: This paper, the 3 cases from Sections II A,B,C G 25,47c Lower boiling pressure Magnetic field H: 12,32,38,47a 7 NO + J: C,3,17,31,35,41,45 C,35 LBE(Zn)-vapour escape TIG-addition (hybrid) 13,33,45 BFC on spatter in laser welding (Bifurcation Flow Chart) published at: A. F. H. Kaplan and J. Powell, Journal of Laser Applications, v 23, n 3, 032005 (7 p) (2011).
a PARAMETERS b MECHANISMS Favoured parameters or innovative measures Laser welding mode Material aspects Favoured process geometry or forces Theory: Impact d QUALITY g DECISION Sample / edges (to all) Wider gap / joint geo. pw, conduction 47c Ordinary C Melt pool size/shape 10,16,24,26 Long pool 3 Remove LBE (coat.,...) NO + 15 Narrow pool/weld 4 Less LBE (Zn-thickness) cw, conduction 10,16,24 Broad pool Substitute Zn by Al (all others) 41 Low boiling element (LBE) inclusions 17,31,45 React Zn with O,Cu,… H Thick melt front (no drill.) NO + pw, keyhole A 35 Hole drilling 2 No unstable/oscillat.pool 10, 37,43 Speed J No LBE-bubble Coating (Zn,...) B cw, keyhole Laser beam NO + Control cw-initiation 1 Melt pool forces Surface Drag Vertical Momentum Boiling No tension force redirection concentration (reduced) boiling Pollutions 7,39 Additional force on flow D Pulse param.,shape NO SPATTER (Laser hybrid) Surface tension ↑ 17 E Energy (P,I,E)(down) 29,34 Incline back (keyhole) Keyhole geometry A: 1,2,10,12,13,14, 16,20,21,27,28 NO + C: 4,22,23,25,47b F Optim. focal plane z0 18,22,28 Long keyhole D: 10,12,13,20,21,25,27 18,22,28 Elongate spot (tandem) 30,34 Keyhole rear control B: 3,4,6,22,23,25,31, 35-37,39,41,45,46,47b E: 4,5,10,11,27,32, 37,38,43,47a,47c 8,27 Add cw (to pw) NO + F: 32,34,38,47a Vapour jet Additions 40 Plume pushed aside G: 15,30,39,40 Side gas jet 47a,47b,47c: This paper, the 3 cases from Sections II A,B,C G 25,47c Lower boiling pressure Magnetic field H: 12,32,38,47a 7 NO + J: C,3,17,31,35,41,45 C,35 LBE(Zn)-vapour escape TIG-addition (hybrid) 13,33,45