Download
1 / 17
200 likes | 490 Views
TRI-SERVICE GREEN GUN BARREL An Environmentally Friendly Deposition Process to Replace Aqueous Electrodeposition of Chrome HARD CHROME ALTERNATIVES TEAM PROGRAM REVIEW MEETING KENNEDY SPACE CENTER 13-14 DECEMBER 2000 U.S. Army Research, Development and Engineering Center

E N D
TRI-SERVICE GREEN GUN BARREL An Environmentally Friendly Deposition Process to Replace Aqueous Electrodeposition of Chrome HARD CHROME ALTERNATIVES TEAM PROGRAM REVIEW MEETING KENNEDY SPACE CENTER 13-14 DECEMBER 2000 U.S. Army Research, Development and Engineering Center Benet Laboratory Watervliet, NY 12189-4050 John D. Vasilakis, DSN 974-5692
INTERACTIONS ACADEMIA • New Jersey Institute of Technology • Rensselaer Polytechnic Institute • SUNY - Albany • SUNY - Stonybrook • Stevens Institute of Technology • INDUSTRY OTHERS • GDAS/SACO ARDEC CCL • UDLP ARL • Boeing GGB Partners
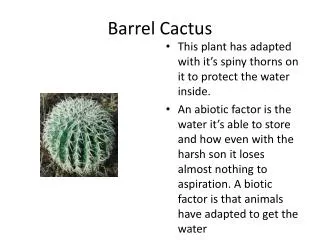
Problem / Objective • Problem • Environmentally unfriendly materials and process • Carcinogenic chemicals (Cr VI) • 8% of barrel cost due to environmental compliance (target of • opportunity) • Watervliet Arsenal (120-155mm) • Rock Island Arsenal (25mm) • General Dynamics (25mm,30mm) • Objective • Replace the current material and • process with an environmentally • friendly process for gun barrel • bore protection
Plasma (Ionized Inert Gas) I I Plasma Power Supply e- e- I COLLISION I + Ar e 300V Substrate (Gun Tube) e- Ar+ - + Magnetic Field Lines, B 10V Ta - Target Power Supply I Target (Cathode) I I GND What is CMS ? CYLINDRICAL MAGNETRON SPUTTERING (sputtering circa 1780) (magnetron sputtering circa 1935)
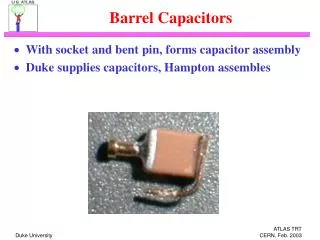
Accomplishments/Deliverables Initial Evaluation Beta Tantalum Well Adhered Coating Thickness Lands - 1.56 mils Groves - 1.5 mils
Effect of Post-Heating of Coatingon Rifled Barrel Section Groove test of specimen CMS-00317 after approx 1.5 mil of plating. Mainly beta-Ta texture. Knoop hardness 800-900.Much ‘decohesion’ and interfacial failure Groove test following the heating of the coated section. Some alpha-Ta is beginning to precipitate. Adhesion is excellent. Only for non-autofrettaged guns
GROOVE TEST ON MUZZLE END OF M242 SECTION Photomicrograph of the muzzle section of a fired Bushmaster tube section. Groove tests for adhesion were conducted after the firing.
SPUTTERED COATING ON GROOVE Coating changes from alpha to beta Tantalum along the side of the groove.
UNAFFECTED COATING ON LAND Alpha Tantalum
SPUTTERING TOWER Sputtering tower is holding a 44” long 45mm diameter tube section in preparation for plating a 45mm Casius gun tube for the International FTMA program The same tower is will be used to plate the 25mm Bushmaster and the GAU-12.
COATING ADHESION TESTING Chrome Plating on Gun Steel via Aqueous Electrodeposition Tantalum on Gun Steel via Cylindrical Magnetron Sputtering Tantalum on Gun Steel via Cylindrical Magnetron Sputtering EXCELLENT ADHESION POOR ADHESION IMPROVED ADHESION
LEVERAGED PROGRAMS • Characterization Protocol SEM Atomic Force Microscopy Metallurgy Coating Thickness • Pulse Laser Heating • Laser Interferometry and Bond Quality
ATOMIC FORCE MICROSCOPY Investigating evolving morphology Plating alpha tantalum After 45 minutes After 120 minutes
Detection Laser Generation Laser Specular Reflection Surface Wave Laser Systemshowing generation and detection of surface wave Investigate dispersion curves for coatings that are welded (good bond) or smooth contact (poor bond). Sample
SUMMARY • Successful first firing test. • Preparing new test using a conforming chamber. • Preparing a test with a newly designed center conductor that uses permanent magnets. • Conducting commissioning tests on 45mm Casius gun to be used in FTMA program. • First firing tests for 45mm planned for May, 2001