Download
1 / 34
340 likes | 357 Views
Learn about lean production and the Just-in-Time (JIT) philosophy, which focuses on producing only what is needed when it is needed. Explore how waste can be eliminated in areas such as inventory management, supplier selection, defective parts, and production scheduling. Examples of waste and elements of JIT, including cellular layouts and pull production systems, are discussed.

E N D
Chapter 12: Lean Production • Producing only what is needed and when it is needed • JIT: A philosophy • An integrated management system
Just-in-Time • Theme: eliminate all waste including the ones caused by: • inventory management • supplier selection • defective parts • scheduling of production and delivery • information system
Examples of Waste • Watching a machine run • Waiting for parts • Counting parts • Overproduction • Moving parts over long distances • Storing inventory • Looking for tools • Machine breakdown • Rework
Some Elements of JIT 1. Focused factory networks 2. Grouped Technology: Cellular layouts 3. Quality at the source 4. Flexible resources 5. Pull production system 6. Kanban production control 7. Small-lot production and purchase 8. Quick setups 9. Supplier networks
Cellular Layouts • Group dissimilar machines in a cell to produce a family of parts • Reduce setup time and transit time • Send work in one direction through the cell (resembling a small assembly line) • Adjust cycle time by changing worker paths
Cellular Layouts Machines Enter Worker 2 Worker 3 Worker 1 Exit Key: Product route Worker route
4 6 7 9 5 8 2 10 12 1 3 11 Original Process Layout Assembly A B C Raw materials
Part Routing Matrix MACHINES PARTS 1 2 3 4 5 6 7 8 9 10 11 12 A x x x x x B x x x C x x x D x x x x x E x x x F x x x G x x x x H x x x
Part Routing MatrixReordered to Highlight Cells MACHINES PARTS 1 2 4 8 10 3 6 9 5 7 11 12 A x x x x x D x x x x x F x x x C x x x G x x x x B x x x H x x x E x x x
8 10 9 12 11 4 6 7 2 1 3 5 Cellular Layout Solution Assembly Cell1 Cell 3 Cell 2 Raw materials A C B
Advantages Of Cellular Layouts • Reduced material handling and transit time • Reduced setup time • Reduced work-in-process inventory • Better use of human resources • Easier to control • Easier to automate
Disadvantages Of Cellular Layouts • Inadequate part families • Poorly balanced cells • Expanded training and scheduling of workers • Increased capital investment
Quality At The Source • Jidoka is the authority to stop a production line • Andon lights signal quality problems • Undercapacity scheduling allows for planning, problem solving & maintenance • Visual control makes problems visible • Poka-yoke prevents defects
Kaizen • Continuous improvement • Requires total employment involvement • The essence of JIT is the willingness of workers to • spot quality problems, • halt production when necessary, • generate ideas for improvement, • analyze problems, and • perform different functions
Flexible Resources • Multifunctional workers • General purpose machines • Study operators & improve operations
Flexible Resources Cell 1 Cell 2 Worker 2 Worker 1 Worker 3 Cell 3 Cell 4 Cell 5
Pull Production System • In a push system, a schedule is prepared in advance and as soon as one process completes its work, its products are sent to the next process. • In a pull system, workers take the parts or materials from the preceding stations as needed.Workers at the preceding stations may produce the next unit only after their outputs are taken by the workers in the subsequent processes. • Although the concept of pull production seems simple, it can be difficult to implement. Kanbans are introduced to implement the pull system.
Kanban Production Control Part no.: 7412 Description: Slip rings Box capacity 25 Box Type A Issue No. 3/5 From : To: Assembly A-4 Machining M-2 • A kanban is a card that indicates quantity of production • Kanbans maintain the discipline of pull production • - A production kanban authorizes production • - A withdrawal kanban authorizes the movement of goods
R The Origin Of Kanban a. Two-bin inventory system b. Kanban Inventory System Bin 1 Bin 2 Kanban Reorder Card Q - R Q = order quantity R = reorder point = demand during lead time
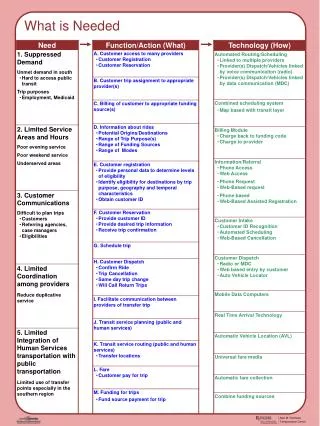
A Single-Card Kanban System Consider the fabrication cell that feeds two assembly lines. 1. As an assembly line needs more parts, the kanban card for those parts is taken to the receiving post and a full container of parts is removed from the storage area. 2. The receiving post accumulates cards for both assembly lines and sequences the production of replenishment parts.
A Two-Card System 1. When the number of tickets on the withdrawal kanban reaches a predetermined level, a worker takes these tickets to the store location. 2. The workers compares the part number on the production ordering kanban at the store with the part number on the withdrawal kanban. 3. The worker removes the production ordering kanban from the containers, places them on the production ordering kanban post, and places the withdrawal kanbans in the containers. 4. When a specified number of production ordering kanbans have accumulated, work center 1 proceeds with production.
5. The worker transports parts picked up at the store to work center 2 and places them in a holding area until they are required for production. 6. When the parts enter production at work center 2, the worker removes the withdrawal kanbans and places them on the withdrawal kanban post.
X X Kanban Squares X X X X Flow of work Flow of information
Kanban Racks 412 407 409 410 408 411
Signal Kanban 407 408 409 407 408 409
Kanban Post Office 66 68 65 67 69 70 71 72 73 74 75 76 77 78 80 81 82 83 84 85 79 86 87 88 89 91 92 90 93 94 95 96 97 98 99 100 101 102 103 104 105 106
Types Of Kanbans • Kanban Square • marked area designed to hold items • Signal Kanban • triangular kanban used to signal production at the previous workstation • Material Kanban • used to order material in advance of a process • Supplier Kanban • rotates between the factory and supplier
Determining Number Of Kanbans avg.demand during lead time + safety stock where • N = number of kanbans or containers • d = average demand over some time period • L = lead time to produce parts • S = safety stock expressed as a percentage of demand during lead time • C = container size No. of kanbans = container size dL(1 + S) C N =
Kanban Calculation Example Problem statement: d = 150 bottles per hour L = 30 minutes = 0.5 hours dL = (150)(0.5) = 75 S = 10% of dL C = 25 bottles Solution: dL(1 + S) (150 x 0.5)(1+0.10) C 25 Round up to 4 (allow some slack) or down to 3 (force improvement) = 3.3 kanbans or containers = N = =
Small-Lot Production • Requires less space & capital investment • Moves processes closer together • Makes quality problems easier to detect • Makes processes more dependent on each other
Reducing Setup Time • Preset desired settings • Use quick fasteners • Use locator pins • Prevent misalignments • Eliminate tools • Make movements easier
Trends In Supplier Policies 1. Locate near to the customer 2. Use small, side loaded trucks and ship mixed loads 3. Consider establishing small warehouses near to the customer or consolidating warehouses with other suppliers 4. Use standardized containers and make deliveries according to a precise delivery schedule 5. Become a certified supplier and accept payment at regular intervals rather than upon delivery
Benefits Of JIT 1. Reduced inventory 2. Improved quality 3. Lower costs 4. Reduced space requirements 5. Shorter lead time 6. Increased productivity 7. Greater flexibility 8. Better relations with suppliers 9. Simplified scheduling and control activities 10. Increased capacity 11. Better use of human resources 12. More product variety
Reading • Reading: Chapter 12 up to p. 479 • Chapter end problems: 1, 2