Download
1 / 12
160 likes | 431 Views
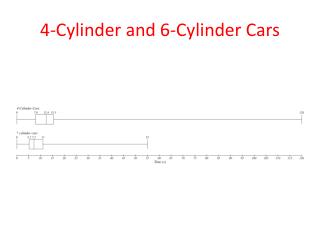
Explore the importance of cylinder liners in engines, why they are separate from the block, cooling methods, lubrication techniques, and maintenance tips to maximize efficiency and lifespan.

E N D
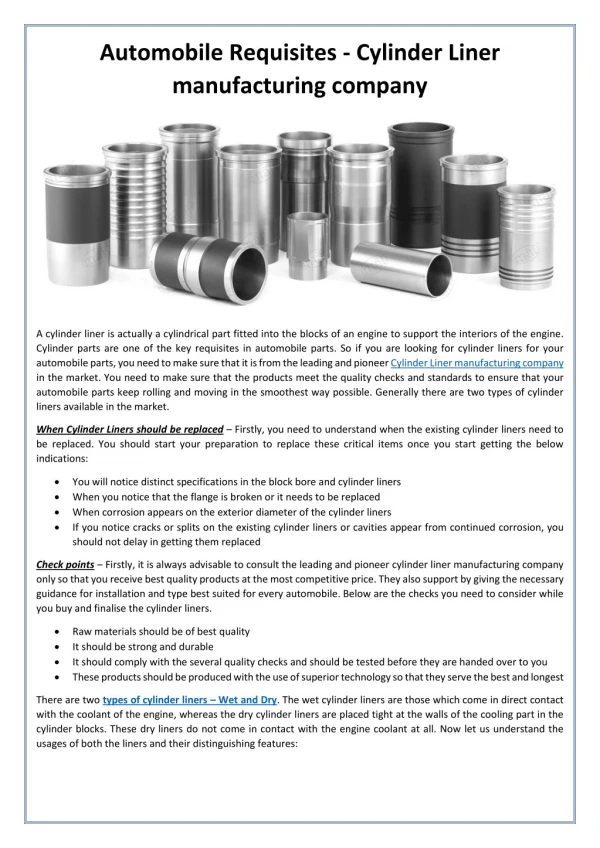
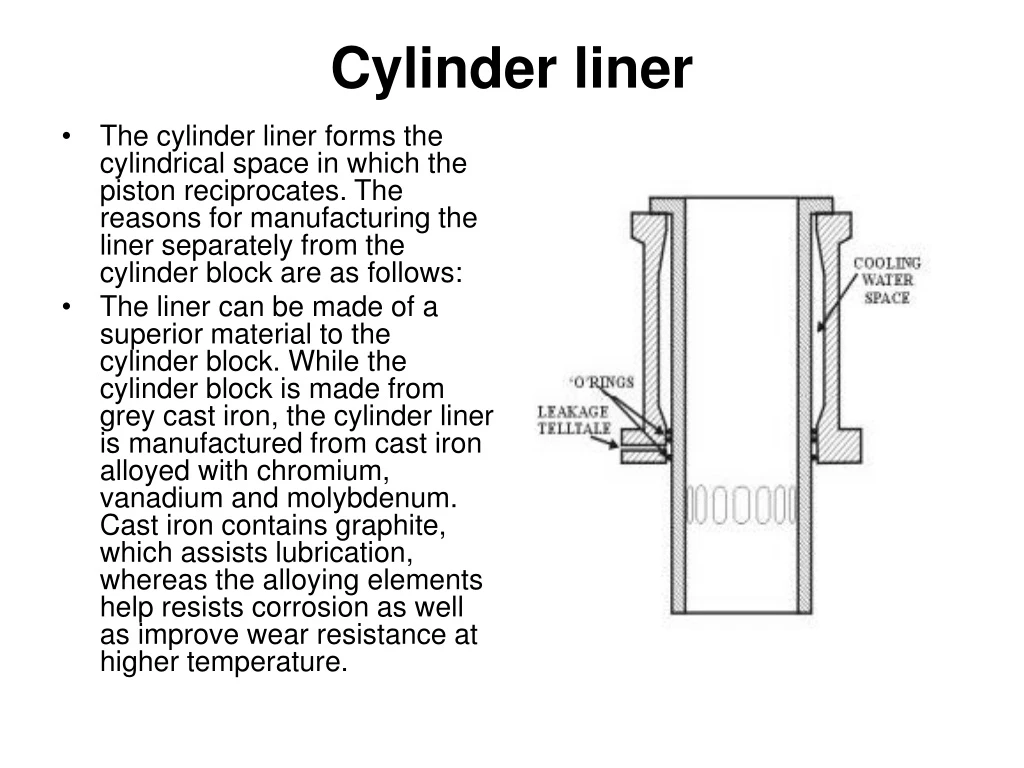
Cylinder liner • The cylinder liner forms the cylindrical space in which the piston reciprocates. The reasons for manufacturing the liner separately from the cylinder block are as follows: • The liner can be made of a superior material to the cylinder block. While the cylinder block is made from grey cast iron, the cylinder liner is manufactured from cast iron alloyed with chromium, vanadium and molybdenum. Cast iron contains graphite, which assists lubrication, whereas the alloying elements help resists corrosion as well as improve wear resistance at higher temperature.
The cylinder liner may require replacement as it wears down. The cylinder jacket lasts the life of the engine. • At working temperature, the liner is a lot hotter than the cylinder block. The liner will expand more and is allowed to expand lengthwise and diametrically. If they were cast together than unacceptable thermal stresses would be set up, which would cause fracture.
Less risk of defects. The more complex a casting, more difficult it becomes to cast a homogeneous casting with low residual stresses. • The liner will tend to get very hot during engine operation as the heat from the burning fuel is transferred to the cylinder wall. The liner is cooled by fresh water so that the temperature can be kept within acceptable limits.
Cylinder liners from older lower powered engines had a uniform wall thickness and cooling was achieved by circulating cooling water through a space formed between the liner and jacket. The cooling water space was sealed from the scavenge space by rubber ‘O’ rings. Telltale passages between the rings were led outside the cylinder block to show leakages.
To increase the power of the engine for a given number of cylinders, engine rpm must be increased or more fuel must be burnt per cycle. . If more fuel is burnt per cycle, than the pressure in the combustion space will be much higher. Hence the liner must be made thicker on top to withstand higher hoop stresses and prevent cracking of material.
If thickness of the material is increased, than it stands to reason that the surface temperature of the liner will increase because the cooling water is further away. Increased surface means that thermal stress will increase, material strength will reduce resulting higher wear down and burning of lube oil film, resulting in excessive wear.
The solution is to bring the cooling water closer to the cylinder wall. To achieve this, cylinder liners are provided with bore coolings. Holes are drilled from the underside of the flange formed due to increase in liner diameter. The holes are bored upwards and at an angle so that approach the internal surface of the liner at a tangent. Holes are then bored radially around the top of the liner so that they join the tangential bored holes. On some large bore engines long stroke engines, it was found that further down the liner, under cooling was taking place.
Hydrogen of the hydrocarbon fuel forms H2O on combustion and sulphur (an impurity upto 4.5%) in the fuel on combustion SO2 and SO3. SO3 combines with H2O and forms sulphuric acid (H2SO4). The dew point of sulphuric acid is between 1250 C and 1400 C, depending on the concentration of sulphuric acid. If liner is under cooled and its temperature goes below that of the dew point of the sulphuric acid, the sulphuric acid will deposit on the liner surface. This excess acid will cause corrosion and excessive wear of the liner after the alkaline cylinder lube oil has been neutralized. The solution to this problem is to insulate the bottom of the liner and provide cooling only to the top part of the liner.
Cylinder lubrication • As the cylinderis separate from the crankcase, there is no splash lubrication as is the case of trunk type of engines. Lube oil for lubrication of liner and piston rings is supplied through drillings in the liner. Grooves machined in the liner from the injection points spread the lube oil circumferentially around the liner and piston rings help in spreading it up and down the length of liner. This type of lubrication is called once through type of lubrication. The lube oil is of high alkalinity, which combats the acid attack from the sulphur of the fuel. The latest engines time the injection of lube oil using a computer, which has input from the crankshaft position, engine speed and the load of the engine.
The correct quantity of lube oil is injected by opening from a pressurized system just the piston ring pack is passing the injection point. Correct operation of temperature (not overloading the engine and maintaining correct operating temperature) and using the correct grade and quantity of cylinder lube oil will help to extend the life of the cylinder liner. Wear rates vary, but as a general rule, for a large bore diesel engine, a wear rate of 0.05 to 0.1 mm/1000 hrs. is acceptable. The liner should be replaced as the wear approaches 0.8 to 1% of the liner diameter. The liner is gauged at regular interval for ascertaining the wear rate. It has been known for ships to go for scrap after +20 years of service with original liners.
Apart from corrosive attack, wear is caused due boundary lubrication, abrasive wear due to particles in the cylinder from fuel (due to bad filtration/purification) or in the air and scuffing (also known as micro-seizure or adhesive wear). Scuffing is due to breakdown in lubrication, which results in localized welding between points on the rings and the liner and subsequent tearing of microscopic particles. This is a very severe form of wear.