Download
1 / 13
140 likes | 504 Views
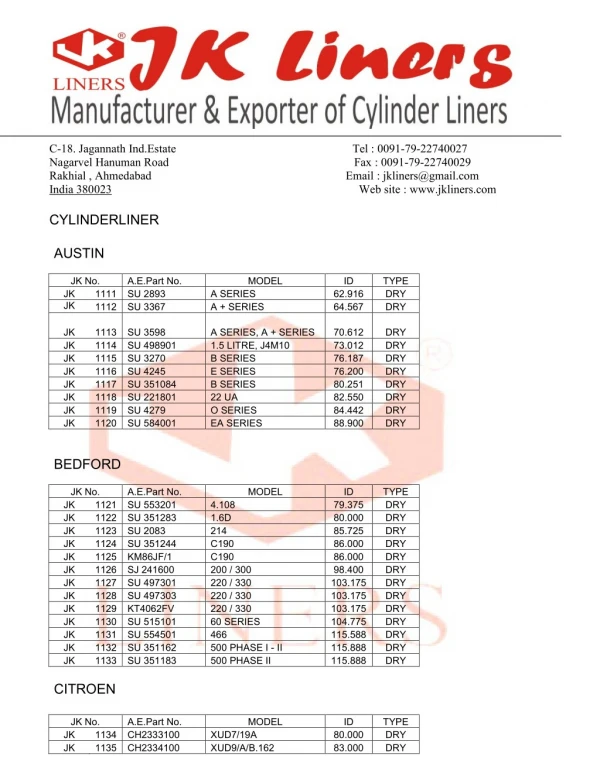
Cylinder Liner Boring Process Improvement Case Study. Presented by Dr. Joan Burtner Certified Quality Engineer Associate Professor of Industrial Engineering and Industrial Management. Background. Company is a supplier to an engine manufacturer

E N D
Cylinder Liner Boring Process Improvement Case Study Presented by Dr. Joan Burtner Certified Quality Engineer Associate Professor of Industrial Engineering and Industrial Management
Background • Company is a supplier to an engine manufacturer • Company’s main product is a cast iron cylinder liner • Customer has notified supplier that it will issue more stringent specifications Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Process Description – Flow Chart Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Problem Definition - Defects • Application of new specifications to historical manufacturing data to predict potential defects Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Problem Analysis – Potential Root Causes Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Process Data – Initial Control Charts R Chart indicates that the process is out of control Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Process Improvement – First Stage • Investigation showed that a substitute operator was working when samples 6, 16, and 36 were taken • Interviews with line supervisors and regular operators uncovered the fact that the substitute operator had not been trained on the cylinder boring machine • Corrective action: Provide training on proper machine operation Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Process Improvement - Results • R chart indicates that the variability in the process is now in good statistical control • Xbar chart indicates presence of special causes Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Process Improvement – Second Stage • Process Improvement Team (PIT) reviewed the cause-and-effect diagram and decided to investigate machine warm-up • Interpretation: Mean diameter decreases for first 90 minutes after start-up Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Process Improvement – Additional Results • Process Improvement Team (PIT) brainstormed options • Change operating parameters during warm-up • Have machine go through accelerated warm-up while not producing any parts • Leave the machine on over the lunch hour and start operation after lunch • Team chose option 3 Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Case StudyResolution • Both R and Xbar charts indicate process is now in control • Mean Range • 7.60 at beginning of case study • 6.60 at end of case study • Mean Process Mean changed from 200.250 to 200.005 Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Acknowledgments/Further Reading • Case study (including figures) adapted from Chapter 6 of DeVor, R.E., Chang, T., and Sutherland, J.W. (2007). Statistical Quality Design and Control: Contemporary Concepts and Methods (2nd ed.). Upper Saddle River, NJ: Pearson Prentice Hall. • For additional information on problem-solving tools -- Westcott, R.T., Ed. (2006). Certified Manager of Quality/Organizational Excellence Handbook (3rd ed.). Milwaukee: ASQ Quality Press. Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering
Contact Information • Email: Burtner_J@Mercer.edu • US Mail: Mercer University School of Engineering 1400 Coleman Avenue Macon, GA • Phone: (478) 301- 4127 Presenter: Dr. Joan Burtner, Associate Professor of Industrial Engineering