Download

1 / 24
250 likes | 417 Views
Bulk Molding Compounds, Inc. ‘Complete Composite Solutions’. BMC Injection- Molded Motor Brackets. BMC vs. Die Cast Metals. ADVANTAGES. Reduced Cycle Times / Reduced Manufacturing Cost Thermal / Dimensional Stability Noise Reduction Weight Reduction

E N D
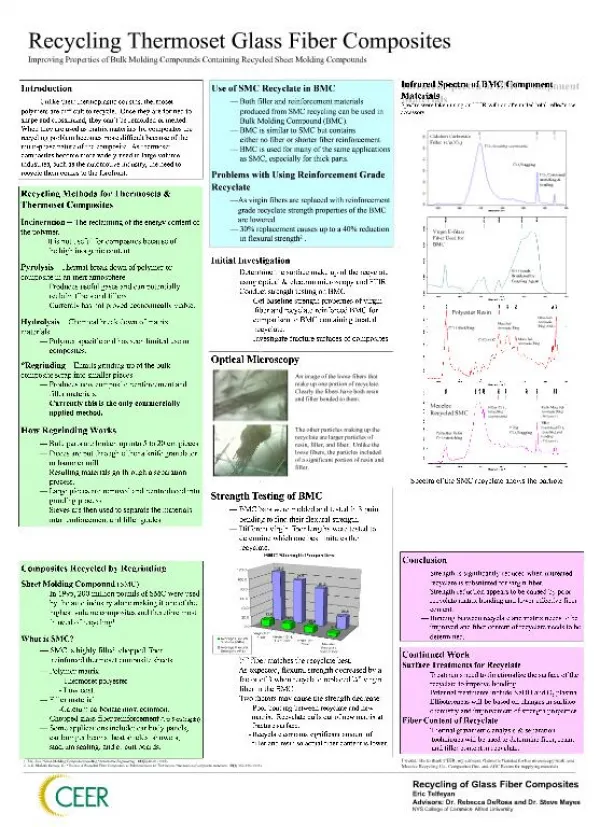
Bulk Molding Compounds, Inc. ‘Complete Composite Solutions’
BMC vs. Die Cast Metals ADVANTAGES • Reduced Cycle Times / Reduced Manufacturing Cost • Thermal / Dimensional Stability • Noise Reduction • Weight Reduction • Elimination of Costly Secondary Machining Operations • Lower Tooling Costs / Longer Tool Life • Greater Design Freedom • = 30-50% Cost Savings over Die-Cast Metal
Thermal / Dimensional Stability RIGIDITY AT ELEVATED TEMPERATURES BMC Composites vs. Engineering Thermosets
Thermal / Dimensional Stability BMCs offer significant acoustical insulation over metals Automotive valve cover conversion from aluminum to BMC 25% Reduction in Valve-train noise in BMC !
Part Weight Reduction Lower Specific-Gravity with BMC • BMC Polyester : 1.7 – 2.05s.g. • Die-Cast Aluminum : 2.6s.g. • Die-Cast Zinc : 6.9s.g. • Reduction In Assembly / Unit Weight • Lower Raw Material Content $ • Reduction in Shipping Weight / Cost $
No Secondary Machining • BMC Parts molded GATE FREE. No Secondary Gate Removal • No material overflows required for BMC. No secondary trim-die operation required • Critical dimensions / tolerances typically held as-molded. No secondary machining operations required. Package At Press!
Tooling Friendly BMC Polyesters are very “tooling-friendly” offering the following advantages over metals: • 4-5 Times Longer Mold Life • Higher Cavitations • Significantly lower PM & Repair Costs • Allows for use of more complex moving actions (Slides etc.) • Allows for use of manifold systems for material delivery to cavities
Greater Design Freedom • The flow characteristics and related moldability of BMCs allows for the formation of more complex part geometries. • This gives the part designer increased freedom to: • Incorporate the net-shapes required to optimize the part / assembly design • Reduce the number of components through consolidation of parts
Motor Bracket Configurations Commutator End Brackets / End Bells Fan End Brackets Clamshell Motors Motor End Plates “Cup” Style Motor Housings Fan / Diffuser End Caps Brush Plates Brush Cartridge Housings
Commutator End Bracket / End Bell • Integrated Brush Box Features • As-Molded Bearing Bore, Brush Boxes & Field Pads
Fan End Brackets • Integrated Airflow Features • As-Molded Bearing Bore & Field Pads • Mounting Points Suitable for Motor Assembly
Clamshell Motor Housings As-Molded Bearing Bore Advantages in Small Hand-Held Applications Weight Reduction Noise / Vibration Reduction Ground-Path Insulation
Motor End Plates • As-Molded Bearing Bore • Weight Reduction on Large Motor Configurations
“Cup” Style Motor Housings • Reduced Number of Components in Assembly • More Consistent Motor Alignment • As-Molded Bearing Bore, Brush Boxes & Field Pads • Integrated Airflow Features
Fan / Diffuser End Caps * Accommodates the formation of more complex / efficient airflow geometries
Brush Plates / Cartridge Housings Superior Properties over Thermoplastics
BMC Motor Bracket Materials BMC Materials currently supplied into motor bracket applications: BMC 400 BMC 620 BMC 1412 T40-(18) T40-(20) T40-(25) BMCI can custom-formulate materials as-necessary to meet specific applications.
Case Study #1Commutator End Bracket Conversion Aluminum BMC Material Cost / Part: Molding Cost / Part: Secondary Gate Trimming: Secondary Machining: Scrap @ 3% Total Cost / Part: $.14 $.225 - - $.011 $.376 $.19 $.281 $.01 $.035 $.015 $.531 30% SAVINGS
Case Study #2Commutator End Bell Conversion/Redesign Brush Boxes incorporated into BMC part as 1-Piece Design Aluminum BMC Material Cost / Part: Molding Cost / Part: Secondary Gate Trimming: Secondary Machining: Scrap @ 3% Brush Plate (2nd Part): Total Cost / Part: $.133 $.23 - - $.011 - $.374 $.08 $.22 $.01 $.035 $.001 $.217 $.563 34% SAVINGS
Mounting Hardware for BMCs • Self-Tapping Screws • Thread-Cutting Never Thread-Forming • “BT”-Style or “Type-23” Style recommended • High-Low thread preferred • Hole diameter +.002” p/s over root-diameter of screw • Minimum thread engagement 2 ½ X screw diameter • Hole depth 125% to 150% of screw engagement depth • Mounting boss diameter minimum 2X major screw diameter
Design Considerations for BMC • Minimum Recommended Wall Stock .070” • Recommended Nominal Wall Stock .100” - .125” • Minimum draft 1-degree P/S (Excluding Bores & Brush Boxes) • Consistency of Wall stock • Core-out Thick Sections Wherever Possible • Fillet Radii Wherever Possible • “Line-of-Draw Features Wherever Possible
The BMC Advantage • Faster Cycling • Longer Tooling Life • No Costly Secondary Machining • Weight Reduction • Noise Reduction • Dimensional Stability • Design Versatility BMC offers cost savings without sacrifice.