Download
1 / 63
660 likes | 961 Views
Voyage of Sundaram-Clayton Limited for establishing Environmental Management System. Reasons for establishing Environmental Management System in SCL. Proactive Initiative

E N D
Voyage of Sundaram-Clayton Limited for establishing Environmental Management System
Reasons for establishing Environmental Management System in SCL • Proactive Initiative • - SCL Mission Statement states ‘ Production in an Environmentally responsible manner’ - Improvement in Work Environment, Health and Safety • - Improvement in Morale of the Employees • - Cost Benefits through optimial utilization of resources • - Augmentation of SCL’s image as corporate citizen • Interested Parties • - Requirement from global automobile giants like Ford, Volvo • - TNPCB is insisting for ISO 14001 certification by Mar’02
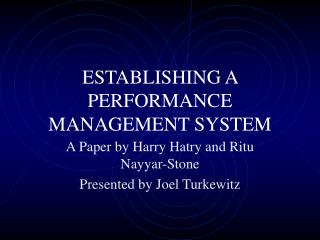
Stages in establishing Environmental Management System ISO14001 Certification Audit ISO14001 Certification Audit Internal Audits Internal Audits Implementation EMS Design Flag off Apr’00 Apr’01 July’01 Nov’00 Oct’00 Aug’01
Appointment of Management Representative Inception of Environmental Management System in SCL Formation of 20 members cross functional team from across the company for Design and Implementation of Environmental Management System Inputs on EMS from experts of Tata Energy Research Institute Formation of 5 members legal team to identify and monitor the legal requirements
Design of Environmental Management system Initial Environmental Review/Survey Finding the scope for Improvement Setting of Environmental Policy Setting Improvement Projects and action Plan Preparation of Apex Manual
Initial Environmental Review/Survey Process Flow diagram (Process wise) Interested Party Concern Through Questionnaire to 1. Public 2. All Employees 3. Customers 4. Suppliers Mass Balance (Process Wise) 1. All natural Resources 2. Consumables 3. Electricity 4. Compressed air Aspect-Impact Survey Utility Flow Diagram 1. Water 2. Electricity
Sample Questionnaire Analysis from Workman (Compressor Unit) AFTER BEFORE • Introduced new exhaust system in • the melting area.
Sample Questionnaire Analysis from Workman (Compressor Unit) AFTER BEFORE • Introduced new soundless burners in • the melting area • Introduced high pressure withstanding • hoses in machines • Introduce Eco pur rubber materials for seals
AFTER BEFORE • Floor painting for easy cleaning • Reduction in water pollution • Provided identified bins • Improve natural lighting by FRP sheet in shop floor • Introduced see through layout
Environmental Policy Sundaram-Clayton Ltd, Padi, Chennai is engaged in the manufacture of air and air-assisted braking systems and aluminum castings for the automotive industry. We are committed to develop, produce and market products and services meeting or exceeding customer expectations, in an environmentally responsible manner. In doing so, we shall strive to : • Conserve resources such as aluminum,energy and oils • Optimize utilization of key resources such as water, electricity compressed air and other manufacturing inputs such as aluminum, fuel and lubricants by minimizing waste generation and maximizing recycle and reuse • Adopt measures to control generation of effluents, waste, noise and emissions and remain in compliance with legislation • Improve work environment through better house keeping and safe work practices. • Build environmental awareness among employees • Encourage our suppliers to become environmentally responsible This policy shall be communicated to all concerned (Sd) 15-August-2000 President
Awareness training Environmental Issues S.No Category Global National Local EMS Overview SCL’s Impl. Completion 1 Workmen 100% 2 Executives 100% 100% 3 Suppliers 4 Contractors 70% 5 Employee families 40% In addition, a video presentation on environmental issues was made for every training program Greening the Supplier Chain Management • Facilitating 10 SCL’s suppliers in coordination with Tetratech for establishing EMS • in their organization • Carrying out EMS audit at supplier’s organization
Competence Training 1. Workmen(On the Job Training) - Operational Control Procedure - Environmental Policy commitments - Waste Management - Emergency Preparedness and Response - Handling and Storing of Hazardous chemicals 2. Executives - Identification of training needs - Preparation of Annual training plan by Training dept. - Training imparted on energy conservation - 17 executives has been trained by TERI to carry out internal audit for the company - 2 executives has been trained by BVQI as EMS Lead auditor
Improvements through Environmental Management System No. of Completed Projects: 50 Ongoing Projects: 15
ENVIRONMENTAL KAIZEN SHEET Before After Benefits Waste water from the shop floor (dycote,floor wash water) not treated Waste Water Treatment Plant (WWTP) installed to treat the waste water • Elimination of water • pollution • Elimination of land • pollution
WWTP PARAMETER Before Implementing WWTP pH value is 10 to 11 TNPCB Standard 7.5 to 8.5 WWTP - Waste Water Treatment Plant
ENVIRONMENTAL KAIZEN SHEET Before After Benefits BOD level in SewageTreatment Plant was 20 Additional aeration and utilisation of primary clarifier provided to bring BOD level to 7 • Elimination of water • pollution BOD: Biological Oxygen Demand BOD indicates amount of dissolved oxygen in water Higher the value lower is dissolved oxygen level
STP PARAMETER Before Implementing STP BOD value is > 30 mg/lit TNPCB Standard <20mg/lit STP - Sewage Treatment Plant
ENVIRONMENTAL KAIZEN SHEET Before After Benefits Water consumption for hand wash in canteen and for toilets was 45,000 litres per day Water consumption reduced to 30,000 litres per day by providing auto hand wash and auto flush in toilet • Savings in water • consumption by • 15000 litres per day • Cost saving of • Rs 1.72 lakhs / annum
WATER CONSERVATION Auto Flushing unit introduced by Sep 2000. Avg.. Consumption before implementation is 1170 KL/Month Value in Rs. Cost Benefits : Before : Rs. 46,800 /- After : Rs. 32,400 /- Saving/Month : Rs. 14,400 /- Water Consumption in KL
ENVIRONMENTAL KAIZEN SHEET Before After Benefits Noise level in unit compressor was 106 dBA Noise level reduced from 106 dBA to 80 dBA by providing vibration pads in blower • Reduction in noise level • by 26 dBA
ENVIRONMENTAL KAIZEN SHEET Before After Benefits Impervious storage platforms have been constructed to store sludges No separate space for storing TET sludge (Hazardous waste) Land pollution due to sludge spill and penetration eliminated
ENVIRONMENTAL KAIZEN SHEET Before After Benefits Fresh water used for gardening in the front side lawn 100% usage of recycled water by diverting treated water from lagoon to frontside lawn • Reduction in water • consumption by 42 KL • per day • 100% usage of • recycled water • Cost savings of • Rs 2.75 lakhs / annum
USAGE OF RECYCLED WATER Value in Rs. Usage of recycled water from Sep 2000. Avg.. Consumption before is1430 KL/Month, Rs 21,450 /- spent for water Cost Benefits : After :1430 KL Recycled Saving/Month : 21,450 /- Recycled water in KL
Recycled water collection pond for gardening
ENVIRONMENTAL KAIZEN SHEET Before After Benefits HSD is used alone as fuel for furnace Air Quality SPM: 131mg/cu.m SO2: 16mg/cu.m NOX: 25mg/cu.m CO: 0.6% Furnace oil mixed with E-oil (to reduce the viscosity) Air Quality SPM: 71mg/cu.m SO2: 7.8mg/cu.m NOX: 11.4mg/cu.m CO: 0.2% Improve quality of stack emissions
FURNACE OIL CONSUMPTION PER TON OF BALE OUT Cost Benefits : Avg.. Rs. 10,00,000 /- saved past 4 months A. Burner Angle changed - Aug 2001 B. Exhaust chimney modified - Oct 2001 A B
ENVIRONMENTAL KAIZEN SHEET Before After Benefits No sampling point after NaOH dosing at Trade Effluent Treatment Plant Dosing done in continuous mode Sampling point provided for NaOH dosing Dosing done in batch mode • Complete control on • pH • 5% reduction in usage • of NaOH
ENVIRONMENTAL KAIZEN SHEET Before After Benefits Average electricity consumption is 13200 units per month in PDC 1350 bay Introduction of Energy Saver unit Average electricity consumption:11159 units per month Reduction in consumption of 2041 units of electricity per month
ELECTRICITY CONSERVATION Cost Benefits : Before : Rs. 56,760 /- After : Rs. 47,984 /- Savings /Month : Rs. 8,776 Energy Saver unit introduced - Sep 2000 ( Avg. 13200 units Before implementation ) Avg. 11159 units
ELECTRICITY CONSERVATION M/c Availability Units Consumed Oil chiller unit interlinked with PDC Machine operation by Feb-01 ( Avg.. 18000units Before Implementation ) Cost Benefits : Before : Rs. 77,000 /- After : Rs. 68,800 /- Savings /Month : Rs. 8,200 Units consumed based on machine utilisation Avg. 16000 units
ENVIRONMENTAL KAIZEN SHEET Before After Benefits Metallic hose used in PDC machine. Leakage of hydraulic oil Spiral hose introduced in PDC machine Reduction in consumption of 400 litres of hydraulic oil per month Cost savings of 1.5 lakhs annually
HYDRAULIC OIL CONSERVATION Cost Benefits : Before : Rs. 1,80,000 /- After : Rs. 1,66,075 /- Saving/Month : Rs. 13,925 /- Spiral type hoses implemented in all PDC machines by Aug 2000 Before Avg.. 5150 lts Avg.. 4745 Lts
ENVIRONMENTAL KAIZEN SHEET Before After Benefits Worn out PDC plunger tips were sent to scrap yard for selling out Higher size plunger tips are reused for next size plunger tips by machining Reduction in consumption of procuring the new plunger tips
SAVINGS THROUGH ENVIRONMENTAL PROJECTS ( From Dec 2000 to Nov 2001 ) Savings through Water Conservation : Rs. 4,30,000 per Annum Savings through Hydraulic oil : Rs. 1,67,000 per Annum Savings through Furnace Oil : Rs. 10,00,000 for last 4 Months Savings through Electricity Conservation : Rs. 2,03,712 per Annum
EMS IN DESIGN STAGE
SCL’s understanding of Design For Environment Being practiced. Incorporated in product concept Being practiced. But, no specific targets in product concept Design for Conservation (Value Engineering) Design for Manufacture and Assembly DFC DFE DFMA Design for Environment DFX DFR Design for Legal and product specific requirements Design for Recycling Not practiced Partially being practiced. Some targets incorporated in product concept Future plans: Incorporate DFMA, DFX and DFR requirements in product concept Develop competancy to address DFE requirements
EMS in Design Stage CONSERVATION • Optimisation of product weight (conserve resources) • Longer product life • Optimum utilisation of resources by incorporating concurrent engineering philosophy (JIT, DFMA, DFD)
EMS in Design Stage LEGAL IMPLICATIONS • Avoid toxic materials in products ( Asbestos free gasket ) • Specifying process that are environment friendly • Lesser noise from products
EMS in Design Stage RECYCLABLE MATERIALS ( Future proposal ) • Use of recycled materials • Design recyclable products
EMS IN OPERATION AND PROCESS
Employees involvement in EMS Idea: Providing cover for the burr removing table Before After Guards provided in burr removal station leads to a. No spillage of Burrs b. Clean work environment c. Improve employee morale No guards in the burr removal station leads to a. Spillage of Burrs b. Wastage of Aluminium
Employees involvement in EMS Idea: Separating the Coolant oil and the Aluminium burr Before After Chances of mixing the aluminium burr and the coolant oil eliminated leads to a. Clean work environment b. Recycling of coolant oil possible Mixing of coolant oil and the aluminium burr leads to a. Spillage of oil during transit b. Recycling of coolant oil comes down
Manufacturing with Recyclable Materials Aluminium Ingots Melting For Recycling Casting Final product Rejected materials
Manufacturing with Recyclable Materials 10 - 12 % Scrap Market scrap for Recycling Aluminium Ingots Melting For Recycling Casting Final product Rejected materials
EMS INITIATIVES FOR SUPPLIERS GSCM ( GreenSupplyChainManagement)
BENEFITS OF GSCM • Long term existence of suppliers • EMS leads to cost reduction by conservation of resources in supplier end • Responsibility as corporate citizen to serve as model for “Service to society” • To help Industry (Buyers and Suppliers) recognize the importance of environmental issues and incorporate them into their program for improvement
“ BUYER “ Gains • Greater assurance of consistent and reliabiable supply • Identification and elimination of high risk suppliers • Improved market acceptability and appeal • Lower cost of waste handling / treatment “ SELLER “ Gains • “Preferred supplier status” potential for more clients • Improved relations with regulatory agencies • Competitive advantage over others • Reduced environmental liabilities
MUTUAL Gains • Market Competitiveness • Public Image • Improved relations - • secure ties • Reduced production costs - greater margins SCL SUPPLIERS
Suppliers initiation after GSCM • Eliminated the plastic covers for the incoming material packing • Created the awareness for using the Vehicle for transportation after the emission certificate clearance