Download
1 / 28
280 likes | 487 Views
2D Tube Gear 150 Technical Data. Index. Background of Development Outline of Machine 3-1. Material Loading 3-2. Process Flow 3-3. Unloading 3-4. Floor Space 3-5. Summary 4. Competition. 1. Background of Development.

E N D
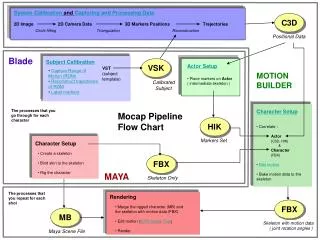
2D Tube Gear 150 Technical Data
Index • Background of Development • Outline of Machine • 3-1. Material Loading • 3-2. Process Flow • 3-3. Unloading • 3-4. Floor Space • 3-5. Summary • 4. Competition
1. Background of Development To challenge further sales promotion of our pipe processing machines, introducing TG150 to the small pipe processing market of smaller than dia. 150mm, which occupies 80% of the whole pipe processing market, by keeping the current 3D FG 200 MkII for the medium pipe market and 3D FG 400 MkII for the large pipe market. ■ Target Industrial Sector: Office furniture, Playground equipment, RV, Health equipment, etc.■ Target Workpieces: 2D processing of smaller pipes smaller than square 150 x 150mm, t6 and L3000mm.(On pipes of small diameter, thickness is small, which does not require extensive bevel cutting – that is why Tube Gear is not developed for 3D cutting.)
2. Outline of Machine Laser Resonator 2D Processing Head Dust Collector (OP) Chuck 1 Chuck 2 Chuck 3 Short Parts Unloader(Parts length: less than 1m) Long Parts Unloader(Parts length: 1m to 3m) Bundle Unit(Material Loader)Material length: 2m to 6.5m Red indicates new developments.
2. Outline of Machine Dust Collector (OP) Laser Resonator Chuck 1 Chuck 2 Chuck 3 Bundle Unit(Material Loader)Material length: 2m to 6.5m Short Parts Unloader(Parts length: less than 1m) Long Parts Unloader(Parts length: 1m to 3m)
2. Outline of Machine 2D Head Laser Resonator Chuck center Auto Focusing Unit Nozzle Change (OP) Approx.2500mm(2464) Machine height 1700mm Chuck center 1100mm(950) Short Part Chute Short Part Bucket Approx.850mm(1450) Base Approx.2750mm(3530)
3-1. Material Loading Storage Cross Section Area: 620 x 620mm Max. Load:4200kgf e.g.: 196 pieces of Round pipes of Dia.42.7mm Sliding Fork ChuckCenter MaterialStocker Roller Support Material Length Measurement Loader Body Lifter
3-1. Material Loading – Sliding Fork (Automatic) 4. Sliding fork retracts to the stand-by position for loading( measurement of material length ) 1. Lifter slides down to feed one piece of material 2. Lifer slides up and sliding fork extends to the transfer position 5. Sliding fork extends and raises to position the material to the chuck center Lifter 3. Sliding fork raises and receives the material 6. Sliding fork retracts to the stand-by position.
3-1. Material Loading – Sliding Fork (Manual) 4. Sliding fork extends and raises to position the material to the chuck center 1. Place a piece of material manually, and sliding fork extends to the transfer position on the container 5. Sliding fork retracts to the stand-by position. 2. Sliding fork raises and receives the material 3. Sliding fork retracts to the stand-by position for loading ( material length measurement )
3-1. Material Loading – Difference from FG series TUBE GEAR 150 is equipped with “Bundle type material loader. “Bundle”: Large production / lot size, little variety. It is a material storing/loading system, limited to round and square/rectangular pipes only, which can contain a large number of materials and continuously feed material piece by piece to the machine, normally to cut the same parts of a large quantity. Its set-up, however, has to be changed, when material of another kind of shape should be processed. “Versatile”: Wide variety, small lot size. Available only with FGMkII. To load, unload and cut materials of any different shape, such as not only round and square but also ones of open contour as L, H and C. Without set-up change, it can cut material of different shapes continuously. It is, however, not possible to store a large quantity of material, but only five pieces at a time on the V-conveyor to feed them to the machine one after another.
3-2. Process Flow – Difference from FG series Material length is shorter than that for the FG series. Material transfer is not done from chuck to chuck, three chucks are used as supports. TG150 A axis FGMkⅡ Zaxis Chuck1 enters the cavity of Chuck2, and the last part is cut. Y axis B axis Chuck2 Chuck4 Chuck3 Chuck1 C axis C axis C axis C axis X axis X axis X axis ・ Torch: travels in Y & Z axis ・ High Accuracy 3D Cutting Possible with A /B axis ・ Material transfer from chuck to chuck can be done with the 4 chucks. ・ Torch: travels in Y & Z axis ・ 3 chucks, each with X&C axis ・ Short parts cut by C1 chuck only ・ Chucks can be used as supporter Cutting point Cutting point Zaxis Y axis Loading Unloading Chuck3 Chuck2 Chuck1 Loading Unloading Operator Operator C axis C axis C axis Operator does not have to move around a great deal. X axis X axis X axis
3-2. Process Flow – Difference from FG series 3D-FG220/400MkⅡ TG150 Three chucks support it and cutting is done. Long material Long material Torch Torch 1. Material is supported by supporters, clamped by Chuck 1 and 2, and cutting is done. Work support Chuck1 Chuck3 Chuck2 Chuck1 Chuck4 Chuck3 Chuck2 Medium long material 2. After cutting is done with Chuck1 and it is transferred to Chuck3 and 4 for further cutting. Cutting is done with Chuck 1 and 2 clamping work. Work support Chuck1 Chuck2 Chuck3 Chuck1 Chuck4 Chuck2 Chuck3 Short material Short material Only Chuck 1 clamps work, and cutting is done. Chuck1 enters the cavity of Chuck2, and cutting is done with material clamped by Chuck1 and 2. Remnants are shorter thanwith FGMkII Chuck1 Chuck4 Chuck3 Chuck1 Chuck3 Chuck2 Chuck2
■ Intelligent Lens Focal Distance Auto Measurement Sys. (Std.) Automatic Focusing Function Automatically measures lens focusing point by blue flame sensor, which reduces errors operator by operator as well as set-up time. 3-2. Process Flow ■ Intelligent Nozzle Change Magazine (OP) Automatic Nozzle Change System Changes nozzles automatically to reduce set-up time considerably. ■ Nozzle Cleaning System (Std.) Automatic Nozzle Cleaning Function Automatically cleans nozzles to maintain their quality and accuracy. ■ Auto Calibration Function (Std.) Automatic Profiler Calibration Function Profiler calibration, which have to be done every time when nozzles are changed, is done automatically, which reduces set-up time considerably.
Tapping Unit(Weight: 40kg) 3-2. Process Flow Tap Unit (Option) - Capacity: 2 taps.- Tap size: M3 – M10 - Max. material thickness for tapping: t6mm - Tool change: Manual. Tap unit for the current FG (Option) Tap unit for TG150 (Option) Tapping Unit(Weight: 200kg) A2 axis (rotary axis of6-tap magazine) Z2 axis (up/down) W2 axis (rotary axisfor cutting)
Unloading of parts of 1m or longer: 3-3. Unloading 1. Unloader approaches the cutting point 4. Unloader moves to the unloading position Unloading Hand Unloader Support Plate 2. Hold the cut part with the unloading hand 5. Support plate lowers and unload the part 3. Unloading hand moves to pull the part out of chuck
Unloading of short parts of less than 1m 3-3. Unloading 3. Part is cut off, rolls down the work guide and drops in the transfer conveyor 1. Work guide is retracted during cutting and when chuck passes 2. For cutting short part, work guide raises Unloading conveyor ワークガイド 4. Part is transferred on transfer conveyor 5. Part is droped from transfer conveyor to the bucket
3-4. Floor Space – Compared with FG220MkII 基本断面(加工部) TG150 is as tall as the current FG-220MkII, and its width is smaller than FG220MkII. Blue indicates FG220MkII dimensions. Chuck Center Approx.2500mm Machine height Chuck center 1700mm 1100mm(950) Approx.850mm Approx.2750mm(3530)
3-4. Floor Space – Compared with FG220MkII TG150’s footprint is 79% of FG-220MkII’s (STD:8m/8m). FG220MkII 8m/8m:22701mm (Machine: 21501) TG150:17400mm (Machine: 16200) FG220MkII 6m/3m: 15853mm (Machine:14653) TG150:9070mm (Machine:6070) FG220:8743mm (Machine:5743) 2DFG:9070(本機6070)mm FG220_8m/8m: 198.5m2 FG220_6m/3m:138.6m2 TG150:157.8m2
3-5. Summary 3.1 High speed cutting - High speed rotation of chucks FG:55rpm, TG:100rpm (180% faster) - High speed traverse of chucks FG:100m/min, TG:160m/min (160% faster) 3.4 2D Head - 5” 2D Torch ( 7.5” Option) - PFP Servo Focus Torch - Nozzle Changer (OP) - Nozzle Cleaning - Auto Profiler Calibration - Blue Flame Sensor 3.2 High Accuracy Cutting - Triple chuck system minimize warp and vibration of material 3.5 Operator friendly - Small foot print. - Operator does not have to move around a great deal 3.3 Large capacity material supply system (Bundle) - Max.4.2 ton (Φ50 x t2.3 x L6500mm ; Equivalent to 140 pcs.) 2000mmto 6500mm (98 in. to 256 in.) ► Material Manual Intervention(OP) Tube Gear 150
4. Competition ●152mm ●220mm ●406mm 3D FG220 MkⅡ TG150 3D FG400 MkⅡ ●355mm ●220mm ●120mm AdigeLT8 2.5D AdigeJumbo14 2.5D AdigeLT120 ●508mm ●152mm AdigeLT7222D AdigeJumbo 20 2.5D ●152mm AdigeLT8232,5D ●150mm ●200mm TrumpfT50002D TrumpfT7000 2,5D
4. Competition 2DFabriGear150に対抗する競合機種 Trumpf Tube5000 Dia.150 Adige LT722D Dia.152
4. Competition MAZAK TG150 ADIGE LT-722D TRUMPF T-5000 Z軸 For the last part, Chuck 1enters the hollow of Chuck 2,and cuts. Y軸 Chuck1 C軸 C軸 X軸 Chuck2 ・Torch: travels in Y & Z axis ・2 chucks are equipped, but Chuck 2 has no X axis but C-axis only. ・ Short parts cannot be cut by C1 chuck only ・ Chuck can not be used as a supporter ・ Torch: travels in Y & Z axis ・ 2 chucks, each with X&C axis ・ Short parts cut by C1 chuck only ・ Chuck can not be used as a supporter Torch: Y and Z axis travel The competitors’ machines cannot perform high speed, high accuracy cutting of long pipes, since their machines only have two chucks.(With their work support, material is not stable, doing rotation.) Trumpf T5000: Chuck 2 is fixed, and a large length of material projects from Chuck 2. As a result, long parts cannot be cut, and material remnant is rather long. Z軸 Z軸 Y軸 Y軸 Chuck3 Chuck2 Chuck1 Chuck2 Chuck1 C軸 C軸 C軸 C軸 C軸 X軸 X軸 X軸 X軸 X軸
4. Competition TG150: High speed & high accuracy cutting of long material is realized thanksto triple chucks. ADIGE / TRUMPF MAZAK TG-150 Square pipes bangin supporters Pipes skid on supporters The four jaws supportmaterial to keep themat the center of rotationin a more stable manner. ADIGE’s supporter TRUMPF’s supporter Accuracy is stabilized with chucks supporting material Bad accuracyat high speed When processing long material with such supporters, it is necessary to decrease rotation speed to secure accuracy. With chucks supporting material, even a long pipe can berotated in a stable manner, and thus high accuracy cuttingat high speed is realized.
チャック仕様 4. Competition TG150: Non-cutting time (positioning time) is reduced, thanks to high acceleration andhighC-axis rotation speed ADIGE LT-722D TRUMPF T-5000 MAZAK TG150 Rotation Rotation Rotation Angular acceleration Angular acceleration Angular acceleration Time constant Time constant Time constant Angular velocity Angular velocity Angular velocity Torch Torch Process On two sides of square pipe, 8 holes are to be made Rotating by 90 degrees inbetween, 1->2, 3->4, 5->6,7->8 are cut. ① ① Hole 4 and 5 are made continuouslywith 90 degree rotation in C axis ② ② Hole 4 and 5 are made continuouslywith 90 degree rotation in C axis ① ③ ③ ④ ④ ④ ⑤ ⑧ ⑧ ⑧ ② ③ ⑦ ⑦ ⑥ ⑥ ⑥ ⑦ ⑤ ⑤ Material is rotated to make holes, with the material not fed backward Torch For hole making, material goes back and forth. For hole making, material goes back and forth. ⑤⑥⑦⑧ ⑤⑥⑦⑧ ④③②① ④③②① ⑦ ⑧ ⑤ ⑥ ① ② ③ ④ C-axis positioning: 1 time (90°) C-axis positioning time:0.158sec C-axis positioning: 1 time (90°) C-axis positioning time:0.198sec C-axis positioning: 4 times (90°) C-axis positioning time:0.426sec It takes more time, as number ofpositioning is larger, althoughrotation speed is higher.
競合構成比較 4. Competition MAZAK TG150 ADIGE LT-722D TRUMPF T-5000 Unloading Unloading 加工点 Loading Loading 加工点 Unloading Unloading Unloading Loading 作業者 Operator 作業者 加工点 Operator has to move around considerably. Operator has to move around considerably. Operator does not have to move arounda great deal. 28 On the competitors’ machines, materials are loaded on the backside of the machine. As a result, their foot print is larger and the machines cannot be located next to a wall. 作業者
競合構成比較(加工フロー) MAZAK TG150 ADIGE LT-722D TRUMPF T-5000 Long material Long material Long material Torch Torch Torch Three chuckssupport it andcutting is done. Supporter supportsmaterial, and cuttingis done. Supporter supportsmaterial, and cuttingis done. Supporter Supporter Chuck3 Chuck2 Chuck1 Chuck2 Chuck2 Chuck1 Chuck1 Medium long material Medium long material Medium long material Cutting is done with Chuck 1 and 2 clamping work. Supporter supportsmaterial, and cuttingis done. Supporter supportsmaterial, and cuttingis done. Supporter Supporter Chuck3 Chuck2 Chuck1 Chuck2 Chuck2 Chuck1 Chuck1 Short material Short material Short material Only Chuck 1 clamps work, and cutting is done. Chuck1 enters Chuck2’s cavity, and cutting is done with Chuck1&Chuck2. Only Chuck 1 clamps it, and cutting is done. Chuck2 Chuck2 Chuck1 Chuck1 Chuck1 Chuck2 Chuck3 Rather longremnant Min. remnant length:130mm Min. remnant length:150mm