Download
1 / 35

E N D
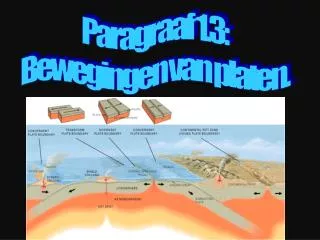
1. Bewegingen tijdens het verspanen Doel van het verspanen: * maatnauwkeurigheid;
* vormnauwkeurigheid;
* oppervlakte gesteldheid (ruwheid).
Beheerste bewegingen van het snijgereedschap t.o.v. het product.
Te onderscheiden zijn:
1e De hoofdbeweging (continue/intermitterend) ? Vc
2e De voedingsbeweging ,, ? Vf
3e De snedediepte beweging (eenmalige instelbeweging).
2. As-richtingen
3. Snijkrachten, Opspanning en Stabiliteit Tijdens het verspaningsproces oefent het snijgereedschap krachten uit op het product.
- We hebben te maken met mogelijk rotatie-/translatie bewegingen langs de
X-as, Y-as en de Z-as als zou het product in de vrije ruimte hangen.
- Er zijn zes afzonderlijke vrijheidsgraden mogelijk.
4.
Aan een product vindt men: a) vlakken
b) hartlijnen
Begrippen: * Positioneren
* Centreren
ad a) - basisvlakken Het product opstellen volgens deze
- referentievlakken principes noemt men, POSITIONEREN
ad b) - uitgangspunt Het in positie brengen van het hartlijnen product noemt men,
CENTREREN
5. De snijkanten en vlakken aan een draaigereedschap
6. Spaanvorming en spaanafvoer (spaanbeheersing)
7. Belangrijke punten daarbij zijn:
1) de spaan moet weglopen van de snede;
2) de spaan mag maar weinig ruimte in beslag nemen;
3) de spaan mag nergens achter blijven haken.
Veiligheid en spaanafvoer.
Voorkom vorming van lint-/warspanen!
* Verspaningscondities
Een gecontroleerde spaanontwikkeling/spaanafloop
9. De oppervlaktekwaliteit (ruwheid)
Hoe fijner, des te duurder wordt het product !
Factoren die daarbij een rol kunnen spelen zijn:
- de rotatiefrequentie (snijsnelheid V)
- de voeding (f)
- het profiel van de beitel (met name de neusradius)
- stabiliteit
- het werkstukmateriaal
- het snijgereedschap
12. Stabiliteit Bij stabiliteit spelen de volgende componenten een rol:
1) De machine
2) Het werkstuk
3) Het gereedschap mogen niet vervormen of in trilling
4) Werkstuk opspanning geraken
5) Gereedschap opspanning
Veroorzaken * Vervormingen - verspanings krachten
- klemkrachten
machine
* Trillingen - onbalans van product
gereedschap
13. De universele centerdraaimachine
14. Draaimachines
Naar de stand van de hoofdspil: - horizontaal
- verticaal
1) De universele centerdraaimachine (centerhoogte en t.d.c.)
2) Kopdraaimachine (g��n losse kop, d/L verhouding)
3) De carrouseldraaimachine (vert. hoofdspil, eenvoudig op- en
uitspannen van het product)
4) De revolverdraaimachine (revolverkop voor gereedschappen, voor seriewerk)
5) De draaiautomaat (grote serie & massafabricage, werkt met
mechanismen)
6) De kopieerdraaimachine (aftasten van mal, sjabloon of model)
7) Numeriek bestuurde machines (NC/CNC)
16. Draaien
Inleiding
- Verspanende bewerking op een draaimachine
a) producten uit vol (uitgangs-) materiaal.
b) producten uit halffabrikaten.
Bewerkingen: * voor- en nabewerkingen aan inwendige en uitwendige vlakken, profielen en schroefdraad
Veiligheidsaspecten ? ARBO-wetgeving
? Veiligheidsvoorschriften
* Ogen, handen en armen en voeten.
Maatregelen m.b.t. materiaal wat eventueel achter uit de holle
hoofdspil steekt!
17. Vaste kop met hoofdspil - Constructie van de vaste kop (��n geheel, of opgebouwd)
Belangrijkste onderdeel ? (holle) hoofdspil
18. Om spaninrichtingen op aan te brengen
Hoofdspil - spilneus
Om spaninrichtingen en hulpgereedschap in
aan te brengen
Bekende uitvoeringsvormen van de spilneus kunnen o.a. zijn:
* met een conisch pasvlak, een inlegspie en een aantrekmoer;
met een kort conisch pasvlak, een aanlegvlak en spanpennen
(camlock type);
* met een spilneus voorzien van schroefdraad met of zonder
aantrekmoer.
19. De aandrijving * draaistroommotoren ( enkel- meertoerig of traploos elektromotoren regelbaar en draairichting omkeerbaar)
* gelijkstroommotoren
Via een V-snaaraandrijving naar de hoofdspil.
Typen V-snaren
* tandriem biedt een voordeel.
20. Het toerenbereik Enkelwerk (direct) d.i. het hoge toerengebied.
Dubbelwerk (indirect) d.i. het lage toerengebied.
Daarnaast kan de aandrijving via een (slip)koppeling verlopen, dit kan
bepaalde voordelen met zich meebrengen.
Is er sprake van een traploze aandrijving dan zijn er drie systemen
toepasbaar:
1) een mechanisch systeem (Variomatic).
2) een elektrisch systeem (d.m.v. een potentiometer).
3) een hydraulisch systeem (waar men werkt met variabele volume
stromen).
22. Het support - Is dat deel wat zich over het bed beweegt;
- Bewegingen in X- en Z richting mogelijk zijn;
- Daardoor de bewegingsmogelijkheden van de beitelpunt in een plat vlak
mogelijk zijn.
23. Geleiding: * prisma�s en vlakgeleiding
24. De voedingsbeweging * Langsvoeding
Te onderscheiden: * Dwarsvoeding
* Combinatie van beide
Handvoeding ? d.m.v. handwielen & draadspillen
Wanneer (hand) voeding? Bij maken van conussen
Bij het maken van profielen
Over korte afstanden (kleine producten)
Mechanische voeding ? m.b.v. de leischroef (a)
? m.b.v. de voedingsas (b)
? m.b.v. een gecomb. leischroef / voedingsas (c)
26. Instelling van de voedingssnelheid, in geval van een mechanische
voeding, vindt plaats middels de voedingstandwielkast.
Zoals te zien wordt deze van de hoofdspil �afgetapt�.
27. Het gebruik van kogelomloopspillen met kogelmoeren vindt
Voornamelijk plaats in geval van Numerieke Besturing.
Bij conventionele machines wordt dit sporadisch toegepast.
voordeel: spelingvrije loop door aanbrengen van een
voorspanning.
28. De losse kop Doel/functie: 1) Centreren of ondersteunen.
2) Opname hulpgereedschap en verplaatsen/voeding
geven aan dat gereedschap.
Constructie
1) onderlegplaat of zadel
2) koplichaam
3) pinole of schuifbus
4) draadspil en handwiel
29. Aflezing van langs- en dwarsverplaatsing Langs- en dwarsverplaatsing en controle daarvan.
* Schaalringen (let op: verplaatsing of diameterafname !)
* Aanslagen (met name bij getrapte producten)
* Digitale uitlezing
Gereedschapbevestiging
Eisen: - stabiele bevestiging;
- eenvoudig aan te brengen;
- overzichtelijk zijn;
- geen belemmeringen voor de spaanafvoer.
* Beitelhouders - enkelvoudige houder
- meervoudige houder
- vierkante houder
- snelwisselhouder
- revolverkop
31. Positioneren, klemmen en steunen van het product Positioneren: * product steeds in dezelfde positie aangebracht wordt;
* korte stel- en spantijden worden gerealiseerd;
* voorkomen van stelfouten.
Klemmen: * klemkracht groter dan verspaningskrachten.
Doel van het steunen: * De span- en verspaningskrachten niet leiden
tot maat- en vormafwijkingen van het
gedraaide product;
* Het product niet uit het spanmiddel losraakt.
Spanmiddelen: * Klauwplaten
* Stel- of spanplaat
* Spantang of spandoorn
* Kom- of torentang
33. Bepalen van de rotatiefrequentie Door deze te berekenen met de formule:
V= p x d x n
V (m/min)
d (mm) n= V x 10� / p x d (min-�)
n (omw/min)