Download
1 / 27
270 likes | 551 Views
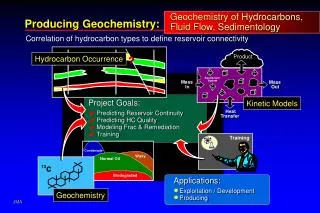
Chapter 13 Multiple-Use-Mold Casting Processes (Part I) EIN 3390 Manufacturing Processes Summer A, 2012. Shape-Producing Processes. Figure 11-1 The four materials processing families, with subgroups and typical processes.

E N D
Chapter 13Multiple-Use-Mold Casting Processes(Part I)EIN 3390 Manufacturing ProcessesSummer A, 2012
Shape-Producing Processes Figure 11-1 The four materials processing families, with subgroups and typical processes.
In expendable mold casting, a separate mold is produced for each casting and has the following disadvantages: • Low production rate • Quality control issues, such as dimensional and property variation due to • Mold to be crated each time • Variation in mold consistency • Mold strength • Mold moisture content • Pattern removal 13.1 Introduction
Multiple-use molds Assets: • Higher productivity • Good product quality Liability: • Metal molds are limited to low melting temperature nonferrous metals and alloys • Part size limitation • Higher cost of dies or molds 13.1 Introduction
Also known as gravity die casting • Mold materials: • Gray cast iron, alloy cast iron, steel, bronze, or graphite • Most molds are made in segments with hinges to allow rapid and accurate closing • Molds are preheated to improve properties • Liquid metal flows through the mold cavity by gravity flow 13.2 Permanent-Mold Casting
Process can be repeated immediately because the mold is still warm from the previous casting • Most frequently cast metals • Aluminum, magnesium, zinc, lead, copper, and their alloys • If steel or iron is to be used, a graphite mold must be used Permanent Mold Casting
Near- net shapes • Little finish machining • Reusable molds • Good surface finish • Consistent dimensions • Directional solidification • Fast cooling rate to produce a strong structure • Core can be used to increase complexity Advantages of Permanent-Mold Casting
Limited to lower melting temperature alloys • High mold costs • Mold life is strongly tied to cost • Mold life is dependent on the following factors: • Alloys being cast, especially melting temperature • Mold material • Pouring temperature • Mold temperature • Mold configuration • High production runs can validate high mold costs • Limited mold complexity Disadvantages of Permanent Mold Casting
Molds are not permeable • Venting in Permanent Casting • Slight crack between mold halves • Very small vent holes to permit escape of trapped air, but not passage of molten metal • Design feature affects mold life • Difference in section size through mold • Removal castings immediately after solidification Low Pressure Permanent-Mold Casting
Low pressure permanent-mold (LPPM) casting • Mold is upside down and connected to a crucible that contains the molten metal • Pressure difference induces upward flow • Metals are exceptionally clean because it is fed directly into the mold • Little or no turbulence during flow • No risers, yields > 85% • Mechanical properties are about 5% better than those of conventional permanent-mold casting. • Typical metals cast using low pressure process • Aluminum, magnesium, and copper Low Pressure Permanent-Mold Casting
Figure 13-2 Schematic of the low-pressure permanent-mold process. (Courtesy of Amsted Industries, Chicago, IL.) Low-Pressure Permanent-Mold Casting
Atmospheric pressure in the chamber forces the metal upward after the vacuum is drawn • Thin-walled castings can be made • Excellent surface quality • Cleaner metals than low pressure • Lower dissolved gas content • Better mechanical properties than low pressure casting • Final castings range 0.2 to 5 kg and have better mechanical properties than LPPM. Vacuum Permanent-Mold Casting
Figure 13-3 Schematic illustration of vacuum permanent-mold casting. Note the similarities to the low-pressure process. Vacuum Permanent-Mold Casting
Molten metal is forced into the mold under high pressure • Held under high pressure during solidification • Castings can have fine sections and complex details • Long mold life • Typical metals cast • Zinc, copper, magnesium, aluminum, and their alloys 13.3 Die Casting
High production rates • Good strength • Intricate shapes • Dimensional precision • Excellent surface qualities • Small-medium sized castings Advantages of Die Casting
High cost for dies • Less flexibility for products • Limited to small- to –medium-sized parts • Most for nonferrous metals and alloys Disadvantages of Die Casting
Die complexity can be improved through the use of • Water cooled passages • Moving pins to eject castings • Die life • Limited by erosion and usage temperature • Surface cracking • Heat checking • Thermal fatigue Die Modifications and Die Life
Die Materials • Harden tool steels, since cast iron cannot withstand casting pressures • Vary Pressure on Molten Metal during casting • Reduce turbulence and air entrapment by lower injection pressures, and followed by higher pressures after mold has been filled completely and metal starts to solidify. Die Modifications and Die Life
Figure 13-4 Various types of die-casting dies. (Courtesy of American Die Casting Institute, Inc., Des Plaines, IL.) Die-Casting Dies
Hot chamber castings • Gooseneck chamber for molten metal • Plungerto control molten metal flow • Fast cycling times • No handling or transfer of molten metal • Can’t used for higher-melting-point metals • Aluminum tends to pick up some iron of casting equipments • Used with zinc, tin, and lead-based alloys Basic Types of Die-Casting
Figure 13-5 (Below) Principal components of a hot-chamber die-casting machine. (Adapted from Metals Handbook, 9th ed., Vol 15, p. 287, ASM International, Metals Park, OH.) Die Casting (Hot-Chamber)
Cold-chamber machines • Used for materials not suitable for hot chamber machines • Separated furnace • Drive measured quantity of molten metal into unheated chamber by hydraulic plunger • Maintain or increase pressure until solidification done • Typical materials • Aluminum, magnesium, copper, and high-aluminum zinc • Longer operating cycle than hot-chamber • High productivity Basic Types of Die Casting
Figure 13-6 (Above) Principal components of a cold-chamber die-casting machine. (Adapted from Metals Handbook, 9th ed., Vol 15, p. 287, ASM International, Metals Park, OH.) Die Casting (Cold-Chamber)
Dies fill so fast with metal, only little time for the air in the runner and die to escape • Molds offer no permeability • Air can become trapped and cause defects • Risers are not used because of the high pressures used • Sand cores can’t be used due to high pressures • Cast-in inserts can be used • High production rates • Little post casting finishing necessary Summary of Die Casting