Download
1 / 15
150 likes | 265 Views
Project Name : otter-p-kb. Part Name : Cover. 内容 提要. 1. 分析 说明 - ---- - --- - ----- ----- ----- -------------------------------------------------- - ----------- 3 2. 塑胶材料介绍 - --- - - ---------- ----- --------------------------------------------------------- -- ------- 4

E N D
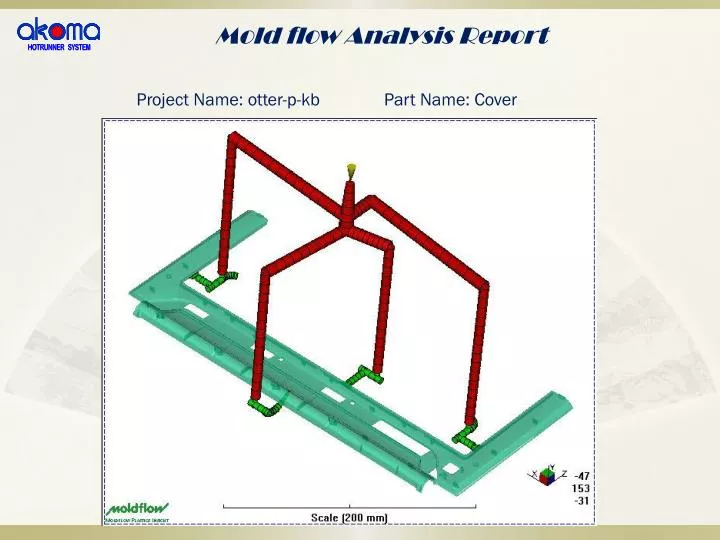
Project Name: otter-p-kb Part Name: Cover
内容提要 1. 分析说明--------------------------------------------------------------------------------------- 3 2. 塑胶材料介绍--------------------------------------------------------------------------------------- 4 3. 浇注系统设计---------------------------------------------------------------------------------------- 5 4. 基本成型条件--------------------------------------------------------------------------------------- 6 5. 分析结果-------------------------------------------------------------------------------------- 7~17 6. 结论与建议----------------------------------------------------------------------------------------- 18
分析说明 • 分析的主要目的是预测塑胶在模腔内的流动状态以及变形. • 分析模型如下,左图是原始的3D 模型,右图是在moldflow生成的有限元网格模型.
塑胶材料简介 PC+ABS+(PMMA) 1. Melt Density 0.98258g/cu.cm 2. Solid Density 1.1161g/cu.cm 3. Ejection Temperature 117.000000 deg.C 4. Recommended Mold Temperature 75deg.C 5. Recommended Melt Temperature 265 deg.C 6. Absolute Max. Melt Temperature 340deg.C 7. Melt Temperature Minimum 230.000000 deg.C 8. Melt Temperature Maximum 300.000000 deg.C 9. Mold Temperature Minimum 50.000000 deg.C 10.Mold Temperature Maximum 100.000000 deg.C 11.Maximum Shear Rate 40000.000000 1/s 12.Maximum Shear Stress 0.40000 Mpa
浇注系统设计 Φ10mm Gate=Φ2mm Cold runner=Φ6mm 12*0.3mm 1>> 本方案为一模一穴,3边门+1潜伏浇口,并采用热流道加一段冷流道系统的设2>> 流道进胶采用顺序开关控制方式
基本成型条件 注射机设定: Machine maximum clamp force: 380 tone Maximum pressure: 180.00MPa 充填条件: Mold temperature : 75.00deg.C Melt temperature(Hot Runner): 265 deg.C Injection time : 2.2sec Part volume to be filled : 38.5959 cm^3 Total projected area : 81.4472cm^2 保压曲线: P(%Max.pressure) 80 0 10 32 t(s) PRESSURE [%HP] Packing time [sec] 80.0 0.0 80.0 10.0
充 填 时 间 该方案充填情况如左图所示,浇口1,2首先填充,1.9秒后浇口3,4开始填充,此时为了减小产品变形等因素,浇口1,2需继续开启。红色区域是最后充填的位置。最后填充时间为2.429秒。 3 1 4 全屏幕后可自动播放动画 2
充 填 压 力 左图为充填/保压切换时的注射压力分布(此时产品填充的体积为99%),注射压力约为88.47Mpa,大的压力主要是因为产品在填充过程中发生了短射,产品填充不满。
流 动 波 前 温 度 分 布 左图显示该方案充填过程中的波前温度分布情况,大部分区域在材料推荐范围内,但是在浇口附近的筋位太薄,在填充过程中发生了严重的短射,当前短射处的壁厚比约为50%,可加大到60%-70%。由于靠近浇口,不必担心缩痕的出现。
缝 合 线 位 置 左图圈示区域是主要的缝合线,由于采用了阀式浇口顺序进胶,所以避免了两处分浇口引起的熔接线。图中蓝色圈示的熔接线为分浇口引起,其中蓝1处的熔接线由于两股料流的方向角度远大于120度,其质量非常好,而蓝2处的熔接痕质量非常差,是因为两股料流正面相碰,角度为0.为了改善此处的熔接痕,可以通过移动浇口1到左图红色粗箭头的位置,可使其质量达到蓝1的效果。红色圈示的熔接痕为产品本身插破结构所引起,实际成型时请注意提高模具温度,塑胶温度,加强该区域的排气来改善缝合线质量. 浇口1 1 2
包 风 分 布 如图所示,紫色小球显示的是困气的位置,大部分都是在充填末端或斜顶镶件处,容易排除,为改善缝合线结合质量,请加开排气槽。
体 积 收 缩 分 布 左图显示的是产品上体积收缩率的分布情况,由于充填过程中的短射导致注射压力偏大,蓝色区域出现了体积收缩负值(表示容易出现黏模),实际成型时可进一步优化保压曲线获得均匀的体积收缩.
注 射 压 力 和 锁 模 力 变 化 曲 线 上图显示的是整个注射成型周期过程中,成型机压力和锁模力随时间变化的曲线,其中最大注射压力约为124.1Mpa,最大锁模力约为49.14吨,过大的压力主要是由于产品填充中的短射所导致的。
X 向 变 形 基于上述成型条件:前后模温一致,产品填充压力突然增大,导致产品的变形较大,改善方案: 1>> 修改上述所提到的产品厚; 2>> 实际成型时控制前后摸的温度; 3>> 实际成型时,优化螺杆曲线.
结 论 与 建 议 从分析结果来看: • 蓝2处的熔接线可以通过移动浇口来改善,从产品图上来看,移动浇口是可行的,没有受到机构位置之限制; • 最大注射压力为124.1 Mpa, 过高的压力是因为产品在填充过程中发生了短射所致,需修改指定的壁厚比; • 流动波前温度不均匀也是短射原因所致. • 产品变形较大由于过高的压力所导致.