Download
1 / 22
250 likes | 618 Views
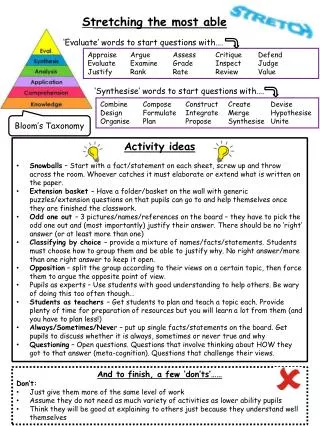
Stretching the Limits. “The effect of Extrusion and Casting process variables on Stretch Film Performance”. Marcel van Enckevort SABIC Polyethylenes BV. Introduction. Stretching the . . .

E N D
Stretching the Limits “The effect of Extrusion and Casting process variables on Stretch Film Performance” Marcel van Enckevort SABIC Polyethylenes BV
Introduction • Stretching the . . . • As a converter you can improve your economies of scale by stretching the output and speed to the limits of your cast stretch lines. • Limits • Equipment • Application • Resins
Outline • Introduction • Experimental set-up • Approach • Results • Conclusions • Comparison • Approach • Results • Conclusions
Cast Stretch Wrap Film segments Manual Stretch 100 – 150% 40% Market share Automatic Stretch 150 – 250% 48% Market share Power Stretch > 250% 12% Market share Photos: ITW MIMA Stretch Packaging Systems
Cast Stretch Wrap Film Cost Structure Source: SMS Folientechnik GmbH
Facts & Figures • Almost 90% of the stretch film demand is in hand wrap and machine wrap applications • Maximum pre-stretch level up to 250% • More than 80% of your film cost price is determined by the resins • End users are looking for the lowest price!
Are you fulfilling your potential? • Are you using optimal outputs/speed? • Nowadays modern stretch film lines can run at higher speeds (up to 600 m/min) • Older stretch film lines can potentially run faster than being done today! • Note: speed also determines the end film properties • Did you optimise line settings to use the full potential of the resins? • Are you using fit for purpose resins?
Approach • Butene-based SABIC® LLDPE 318B (2.8/918) • A state-of-art cast stretch film line • Real world conditions • 3-layer film concept A/B/C with 15% VLDPE in cling layer and 25% trim recycle in the core • Experimental design • 15 experiments in 2 days • Easy adjustable variables
Cast2020: Settings Photo: SMS Folientechnik GmbH
Cast2020: Settings – Cont. Photo: SMS Folientechnik GmbH
SABIC® C4-LLDPE Film properties • Improved by changing settings: • Tear resistance TD with 15% • Puncture resistance with 60% • Ultimate pre-stretch level with 37% (from 230 to 340%) • Not influenced by the settings: • Optical properties (Gloss, Haze) • Cling • Elastic recovery (snap back) • Stress retention (bundling force)
Real world testing Semi-automatic Stretch Wrapper
Real world testing – Cont. BUT(ENE) Looking for the limits we found several holes and film ruptures! we also found consistent pre-stretch levels up to 400 %
Conclusions • Apply optimal processing conditions to utilise the potential performance present in your C4-LLDPE based films • Take advantage of the cost price benefits from maximising the use of C4-LLDPE Achieve pre-stretch levels up to 400%!!
Outline • Introduction • Experimental set-up • Approach • Results • Conclusions • Comparison • Approach • Results • Conclusions
What about the SABIC® C6-LLDPE? • compared SABIC® C6-LLDPE (and C4-LLDPE) with metallocene based-C6-LLDPE and with C8-LLDPE • Cast2020 cast film line • 3-layer film concept A/B/C concept with 15% VLLDPE in cling layer and 25% recycle in the core • Melt temperature, chill-roll and vacuum box on midpoint settings
Conclusions • Utilising C6-LLDPE can: • Improve relevant film properties (e.g. Tear Resistance, Puncture Resistance and cling) • $AV€ on the cost of VLDPE (up to 50%) , using C6-LLDPE in the cling layer! • Easily obtain pre-stretch levels of 250% • And there is still room for improvement!
Finally • Explore the limits of processing traditional C4 and C6 based LLDPE resins on your extrusion lines • Apply fit for purpose resins in your film structures • Enjoy the use of SABIC® LLDPE…..
Acknowledgement • SMS Folientechnik GmbH, Vienna • Polychem Laboratory • HighLight Industries • De Witt ROBOPAC, The Netherlands