Download
1 / 10
100 likes | 247 Views
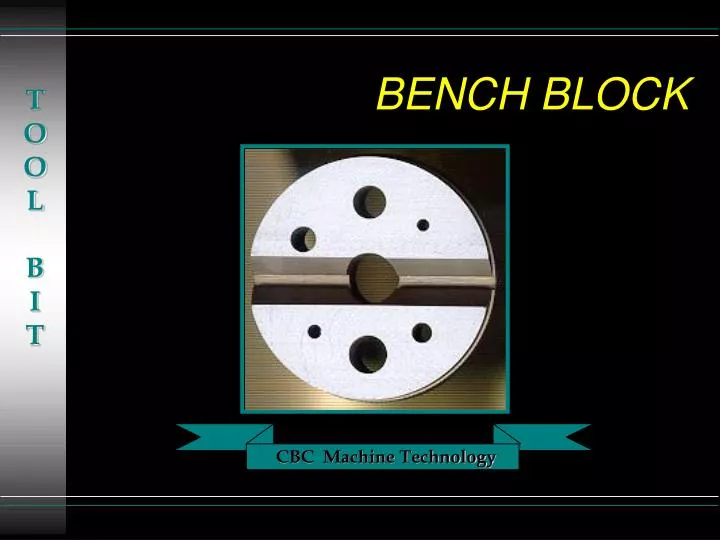
BENCH BLOCK. TERMINOLOGY. F.I.M. - Full Indicator Movement RPM - Revolutions Per Minute A.I.S.I. - American Iron & Steel Institute 4140 - Last two digits represent % of carbon. EQUIPMENT. Building this bench block will give you experience using:. Lathe Vertical Mill Horizontal Mill.

E N D
TERMINOLOGY • F.I.M. - Full Indicator Movement • RPM - Revolutions Per Minute • A.I.S.I. - American Iron & Steel Institute • 4140 - Last two digits represent % of carbon
EQUIPMENT Building this bench block will give you experience using: • Lathe • Vertical Mill • Horizontal Mill • Bandsaw • Heat Treat Oven • Surface Grinder
DRAW THIS PART 1/4” 1.000 +- .005 .500 1/4”
PROCEDURE - SAW • Cutoff 2-3/4” diameter x 1-1/4” long A.I.S.A. tool steel.
PROCEDURE - LATHE • Chuck in lathe, in four jaw chuck • Indicate to within .015 F.I.M. • Face to cleanup surface at 80 RPM. • Turn OD to 2.450+- .005”. • Turn OD to 2.450+- .005 x1/4” from face.
PROCEDURE - LATHE • Check if there is time to : • Center drill. • Drill 1/2” hole thru at 400 RPM. • Turn ID to 2.00+-.010” x3/8” deep at 100 RPM.
PROCEDURE - LATHE • Remove turn part around rechuck on 1/4” shoulder and indicate to .002” F.I.M. • Face to 1.020+- .005 at 80 RPM. • Turn OD to 2.400+- .005 x 1/4”from face.
HORIZONTAL MILL • Setup in vice on parallels, leave 3/8” minimum above vice . • Setup 90 cutter on arbor. • Position center of cutter in center of workpiece. • Touch rotating cutter to top of workpiece.
HORIZONTAL MILL • Take two cuts, .125 deep each at 80 RPM. • remove 90 cutter, replace with 1/8” cutter. • Center cutter in center of grove. • Make one cut 1/8” deep.