Download
1 / 96
1.06k likes | 1.28k Views
Casting Defects. Casting defects are often very difficult to characterize due to the intrinsic complexity of the casting process. All defects will fall into one or more of the established categories of casting defects.

E N D
Casting Defects • Casting defects are often very difficult to characterize due to the intrinsic complexity of the casting process. • All defects will fall into one or more of the established categories of casting defects. • The proper identification of a particular defect is the prerequisite to correcting and controlling the quality of castings. • The nature of a casting defect can only be determined by correctly categorizing the shape, appearance, location and dimensions of the defect. • Once appropriately classified, the possible causes can be examined and the corrective action can be taken.
Casting DefectsIntroduction • Casting has often been referred to as "a process that really knows how to keep a secret." Even in a controlled process, defects in the output can occur which defy rational explanation. • The complexity of the process is the result of integrating the varied disciplines of physics, thermodynamics and chemistry. • When these factors are combined with the problems associated with the high temperature alloys, the root cause of a casting defect can truly become a mystery.
Casting defects in a controlled process will generally fall into one of two categories. • Defects can be chronic, i.e., long-standing, which require a remedy through a process change usually via designed experiments • Sporadic, which are sudden adverse changes in the normal capability of the process. Sporadic defects are probably the most troublesome for casters. In a controlled process defects do not just happen, they are caused. "If a defect occurs, measures must be adopted to eliminate its cause and prevent its repetition."
Defect Characterization Two distinct journeys must be taken to correct sporadic defects. • the diagnostic journey from symptom to cause • the remedial journey from cause to remedy There is a temptation to attempt to diagnose a defect by the possible causes; but, an incorrect diagnosis of the root cause can lead to an incomplete or incorrect remedy of the problem. It is important to correctly identify the defect symptoms prior to assigning the cause to the problem.
In general, a casting defect is defined as an observable and unplanned variation of a specification. • The identity of a particular casting defect is based upon the specific shape, appearance, location and dimension or profile of the anomaly. • The proper identification of a specific defect is the prerequisite to correcting and controlling the quality of castings. • A problem solving approach that is characterized by the unique "morphology of the defects is more logical than one based upon the causes since it requires no prior assumptions to be made
Categories of casting defects • Metallic Projections • Cavities • Discontinuities • Defective Surface • Incomplete Casting • Incorrect Dimensions or Shape • Inclusions or Structural Anomalies
DEFECTS IN CASTING • Gas defects • Shrinkage cavities • Molding Material Defects • Pouring Metal Defects • Metallurgical defects
Gas Defects • Blow Holes • Open Blows • Air Inclusion • Pin Hole Porosity
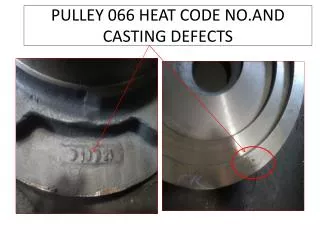
Blow Holes and Open Blows • Cavities, mostly with smooth walls; bright or oxidised. • In the case of large blowholes with corrugated walls too. Always spherical form, even in large expansions (then always flat cavities). Frequently accompanied by slags and oxides • Typical characteristics:Rounded shapes, location always in the upper part of the castings and beneath cores or undercuts. Individual blowholes or large accumulations, then mostly with different sizes. Preferred defect locations:In parts of the casting in the top of the mould, often above larger cores. In thick parts, but also in thin walls. Beneath undercuts and large cores. • Apart from presence of moisture, they occur due to poor venting and lower permeability of the mold
Blow Holes and Open Blows • Remedial measures:- Adequately dry cores- Larger proportion of new sand - Better gas permeability- Smaller proportion of binder- Check casting system - Reduce moisture content of the sand - Add a little oxide to the melt (e.g. rusty insert)
Air Inclusions • The atmospheric and other gases absorbed by the molten metal in the furnace or during the flow in the mold, when not allowed to escape would be trapped in the casting and weaken it. • High pouring temperature increase the amount of gas absorbed • Or due to poor gating design such as straight sprues in unpressurized gating, abrupt bends and turbulence causing practices in the gating which increase the air aspiration and • Low permeability of the mold itself.
Pin Hole Porosity • Agglomeration of small, rounded cavities up to around 5 mm in size. Surface of the cavities mostly smooth and polished, occasionally with graphite. clearly visible pinholes in the casting skin; surface is often oxidised • Typical characteristics:All cavities have the same size and the long form is always oriented perpendicular to the surface, arranged at outer edges in the line bisecting the angles. Preferred defect locations:Outer edges and corners, as well as work piece surfaces, defects always in the immediate vicinity of the surface. Often at mould parting lines or transitions to cores these are mostly arranged like strings of pearls/beads.
Remedial measures:- Optimise mould material Water content Nitrogen content - Nitrogen content in iron; set-point value < 80 ppm
Internal Shrinkage cavities • Defect is almost always identifiable during machining. Zones of visibly "loose" microstructure, occasionally sponge-like structure or an agglomeration of numerous small pores. • Remedial measures:- Check the gate and feeder system - Increase the degree of saturation - Reduce the casting temperature- Carry out a solidification simulation
Dispersed shrinkage • Accumulation of small, crack-like cavities. Only visible after machining. Cross-sections up to around 8 mm long and 1-2 mm wide, upto 2 cm deep. • All cavities are the same size and always oriented perpendicular to the surface, arranged at the outer edges of the lines bisecting the angles. • Remedial measures:- Minimise core sand intake - Reduce water content - Extend mixing time - Increase casting temperature
Molding Material Defects CUTS AND WASHES Thickening of the casting at one place. Typical characteristics:Sand washout, combined with sand and /or slag inclusions because of low strength or molten metal flowing at high speedPreferred defect locations:Mostly close to the gate or on edges, which tend to heat
Cuts and Washes • Remedial measures: • Choose binder with good properties at high temperatures • Greater compaction of the mould sand • Avoid high flow speeds and long pouring times • Improve gate design to reduce turbulence and by increasing size of the gates
Metal Penetration • More or less thick sand adhesions on the casting, which are held fast on the work piece by metal penetrations. The metal between the grains cannot always be identified by the naked eye. • Widespread, frequently cushion-shaped form. • Can often not be removed by blasting. • Penetrating adhesions in blackened moulds and cores can often be cracked off the work piece using a chisel
Typical characteristics:Metal between sand grains. Can often only be identified with a microscope. Preferred defect locations:Thick parts, zones of inadequately compacted mould material and zones, in which cores lie in the hottest parts. Preferably in the lower parts of the mould (higher casting pressure).
Fusion • Manifestation:Surface defect.Thin sand crusts, which firmly adhere to the casting. Typical characteristics:Rough cast surface.Sand sintered on the casting, which can only be removed by grinding. Preferred defect locations:Possible on all parts of the casting.Especially in thick-walled castings.Near to the gate.
Remedial measures:- Add more new sand- Reduce dust fractions in sand - Uniform compaction • Reduce pouring temperature
Runout • Manifestation:During the casting, metal runs out of the box at the parting. Typical characteristics:Casting is incomplete or fully missing Preferred defect locations:The upper part of a casting is mostly missing • Remedial measures:- Clamp the two halves of the box - Place weights on mould
Rattails • Manifestation:The defect involves a sand expansion defect, which can frequently occur in highly compacted parts of the mould.Typical characteristics:Scratches appear on the surface of the casting, which can be partly arranged in parallel.Preferred defect locations:On areas of the mould cavity covers but primarily on the bases. Can be mostly identified on the surface in the cast condition.Remedial measures:- Optimise mould material preparation with the aim of increasing the wet tensile strength - Fast mould filling- Reduce the casting temperature
Swell • Manifestation:Irregular, widespread thickening of the casting on the outside or inside. Typical characteristics:Gradual, unwanted increase in wall thickness. Preferred defect locations:Possible in all areas of the casting, however mostly in the lower part of the mould. Remedial measures:- Higher binder content- More uniform compaction- Reduce casting /sprue height
Washout/Erosion • Manifestation:Thickening of the casting at one place. Typical characteristics:Sand washout, combined with sand and /or slag inclusions. Preferred defect locations:Mostly close to the gate or on edges, which tend to heat up • Remedial measures:- Choose binder with good properties at high temperatures - Greater compaction of the mould sand - Avoid high flow speeds and long pouring times
Mis Runs and Cold shuts • Metal unable to fill the mold cavity completely • Cold shut is caused when two metal streams while meeting in the mold cavity do not fuse together properly, thus causing a discontinuity or weak spot. • Remedial measures:- Increase casting temperature - Increase casting speed and make gates larger
Cold shot inclusion/ spray bead • Spray beads are pearl or bead shaped inclusions, which are only loosely bonded with the metal. They are partly already visible at the surface, they are often not exposed until the machining. • The beads are created by turbulences during casting or by the effect of spray in the mould, metal particles prematurely solidify in drip or spherical form. These splashes oxidise very easily and the oxide skin prevents the spray beads from being re-incorporated by the subsequent melt flow.