Download
1 / 22
250 likes | 496 Views
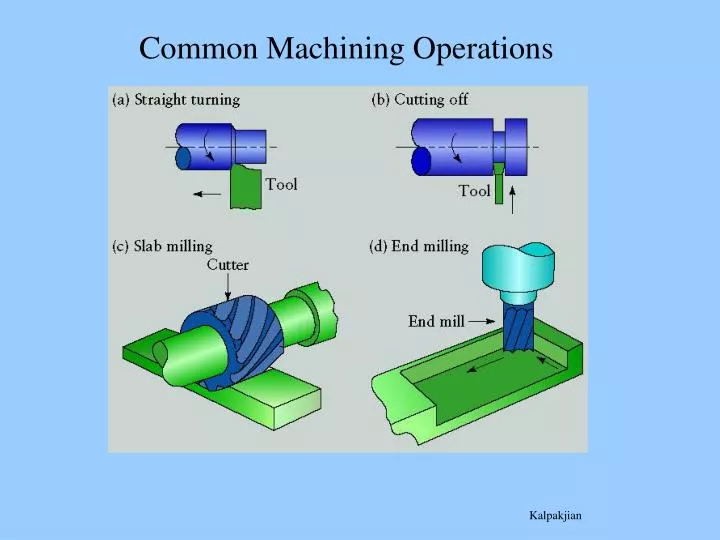
Common Machining Operations. Kalpakjian. Parts of an “Engine” Lathe. Kalpakjian. Typical “Engine” Lathe. Watchmaker’s lathe. www.ticktockpro.com. www.blazingtech.net. Turret Lathe. Big “Engine” Lathe. www.liberatorcrew.com. www.bakerprovan.com.au. Really Big “Engine” Lathes.

E N D
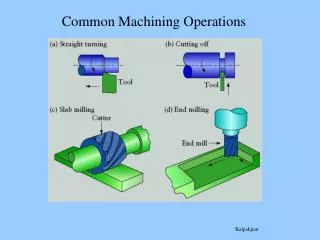
Common Machining Operations Kalpakjian
Parts of an “Engine” Lathe Kalpakjian
Typical “Engine” Lathe Watchmaker’s lathe www.ticktockpro.com www.blazingtech.net Turret Lathe Big “Engine” Lathe www.liberatorcrew.com www.bakerprovan.com.au
Really Big “Engine” Lathes www.practicalmachinist.com 60 feet c-c www.harrismachinetools.com
CNC Lathe: aka “Turning Center” (carriage is mounted toward back, “upside down”) www.machineryvalues.com
Machining Parameters DeGarmo
Machining: Turning • Depth of Cut = DOC = (Dbefore – Dafter) / 2 • Cutting Speed = Speed of metal moving towards cutting tip • Usually called “Surface Feet per Minute”, SFPM, SFM • Each cutting tool & workpiece material combo has a max SFM for decent tool wear. • HSS & alum: 800 SFM • HSS & 1020 steel: 110 SFM • HSS & 1090 steel: 80 SFM • HSS & hard 4140: 30 SFM • TC & 1020 steel: 1000 SFM • SFM = r*w • = D * RPM * (π/12) • ≈ D * RPM / 4 • RPMmax = 4 * SFM / D • (most useful machining formula) • E.g., find RPM for turning • 2” dia. 1020 steel: • RPM ≈ 4*110/2 = 220 • RPM may need to be less due to chatter! • Most relations are similar • for milling, but D=cutter dia. Kalpakjian
Cutting Forces DeGarmo
Orthoganal Model (2-force) DeGarmo
Orthoganal Model (2-force) DeGarmo
Chip formation: chip types DeGarmo Kalpakjian
Merchant’s Model (Simplified 2-force) DeGarmo
Chatter Vibrational resonance of entire machining system, especially workpiece-cutter. Causes poor surface finish, fast tool wear, noise Factors: stiffnesses of workpiece, cutter, machine cutting params: speed, feed, DOC cutter geometry: rake, clearances Solutions: Change the cutting params esp. speed Increase stiffnesses Kalpakjian
Heat rise in Cutting Kalpakjian
Temperature of Cutting Tip Kalpakjian/Vieregge
Temperature of Cutting Tip Kalpakjian / Chao & Trigger
Max Temperatures of Cutting Materials Kalpakjian
Machining Time of Cutting Materials Kalpakjian/Sandvik
Coated Carbide Cutting Inserts: The norm for production machining Layers are 2-10 microns thick: TiN: titanium nitride (low friction, gold appearance) TiCN: titanium carbonitride (wear resistance) Al2O3: Alumina (chemical stability, wear resistance) Tungsten Carbide substrate (~shock and wear resistance) www.greenleafcorporation.com www.moldmakingtechnology.com Kalpakjian/Kennametal
Cutter Shape and Geometry Kalpakjian
Machining Costs Kalpakjian
References DeGarmo: E.P. DeGarmo et al, Materials and Processes in Manufacturing, Wiley, 2003. Kalpakjian: http://www.nd.edu/~manufact/index3.htm