Download
1 / 23
230 likes | 703 Views
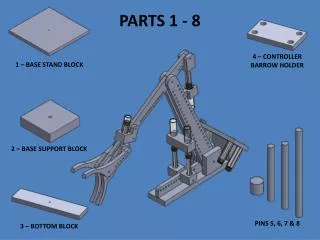
第 1 部分 塑件 Part 1 Plastic Parts. 1. 塑料材料 Plastic material 聚合物状态 与塑料成型 Polymer state and plastic moulding 塑料分类 Classification of plastics 2. 结构工艺性 Plastic part manufacturability 尺寸精度 Dimensional accuracy 壁厚 Wall thickness 加强肋 Rib

E N D
第1部分 塑件Part 1 Plastic Parts • 1. 塑料材料 Plastic material • 聚合物状态与塑料成型 Polymer state and plastic moulding • 塑料分类 Classification of plastics • 2. 结构工艺性Plastic part manufacturability • 尺寸精度 Dimensional accuracy • 壁厚 Wall thickness • 加强肋 Rib • 支承面 Support surface • 脱模斜度 Draft • 孔 Hole • 螺纹 Screw • 齿轮 Gear • 嵌件 Insert • 表面标记 Surface marking
塑料材料 Plastic material 聚合物状态与塑料成型 Relationship between polymer state and plastic moulding
模塑压力 --- 温度曲线Relationship between plastic moulding pressure and temperature A.成形区域 moulding area; a.表面不良线 bad line of surface; b.溢料线 material overflow line; c.分解线 decomposition line; d.缺料线 material shortage line
塑料分类 Classification of plastics 1. 热塑性塑料Thermoplastic Plastics • 聚氯乙烯 Polyvinyl chloride (PVC) • 聚笨乙烯Polystyrene (PS) • ABS树脂ABS (ABS) • 聚碳酸Polycarbonate (PC) • 丙烯酸 Acrylic (PMMA) • 聚丙烯 Polypropylene (PP) • 聚甲醛 Acetal (POM) 2. 热固性塑料Thermoset Plastics • 环氧树脂Epoxy resins (EP)
PVC PVC可分透明、不透明及软硬质等。软质PVC的加工温度是70~100℃,硬质PVC加工时间短,不过须升温到150℃。硬质PVC熔融时,流动性不好,其力学强度也相当大,电气绝缘性件耐热、耐碱、耐酸性等也非常好,且透明可以自由着色。软质 PVC 因具有可塑性以上述性质较低,不过却可自由制得柔软的薄膜或薄板。软化温度约80℃,硬质耐水,分解温度约273℃。 PVC可用于制作桌巾、包装膜、汽车窗帘、公事包、手提包、化学鞋,胶膜能通过紫外线,保温性能很好。硬质PVC可用于水道配管、化学工厂配管、建材、电话机、电气零件、耐药品器具等。
PS 无色透明,硬而稍脆,耐水性、电气绝缘性非常优越,不受强酸或强碱侵蚀,但对有机溶剂和油缺乏耐力,耐热性也不是很好。聚苯乙烯树脂的另一大特征是熔融树脂的热稳定性和流动性很高,成型性非常好,PS可自由着色,但稍脆。耐冲击性苯乙烯(HIPS)树脂是在苯乙烯树脂中添加丁二烯和苯乙烯共聚合橡胶而得,但两者又各分好几级,此外也有添加紫外线吸收剂或抗氧化剂以改善耐光性,也有把玻璃纤维加入基材中,以加大强度的情况。 PS迎合现代视觉的美观透明性和色调,使它可广泛用于面包盒、牛油罐等餐桌用品、商品容器、玩具、水果盘、牙刷或毛刷的柄、肥皂盒、调味料容器等。
ABS 苯乙烯单体若与丙烯睛单体和丁二烯橡胶聚合,则可得由丙烯睛(A)、丁二烯橡胶(B)、苯乙烯(S)三成分各种比例组合而成的共聚合体(ABS)。 ABS等性质,树脂具备冲击强度、机械强度、耐药品性、耐热性、尺寸稳定、加工容易也是较廉价的工业材料。主要用途是制造收音机、电视机外壳、果汁机、吹风机、电动剃须刀的外壳、电扇的本体、汽车的仪表外壳、车厢冷气机外壳。冷暖气前护格机框。
PC PC为无色或淡黄色的材料,抗拉强度、弯曲强度、弹性、耐冲击性都大,这些物理性质可与金属材料匹敌。且这些性质不会因温度而有太大变化,在140℃ 仍可保持强度。脆化温度低到-100~-140℃,耐冲击性很大,高居塑料的首位,可制成胶盔、安全帽。对紫外线的抵抗性很强,曝露屋外十年间的耐候性试验,力学性能仍毫无变化,电气性质也优良,耐药品性是耐酸而不耐碱。PC到220~230℃ 才开始软化。熔融粘度也大,故成型加工时,需用大于聚苯乙烯或丙烯树脂的高温、高压。
PMMA 与聚苯乙烯(PS)同是塑料中透明度最佳者可做为板状的有机玻璃,可加热弯曲成曲面,相对密度也轻。可着色成华丽的色调,且比聚苯乙烯树脂更难割伤,在建筑材料或家具方面也有很多应用。 PMMA可用于制造汽车零件。因其具有耐光性、透光性,其最适于制作招牌亮光天花板。PMMA机械加工性良好,易于粘接,可制造精巧透明模型、光学透镜、假牙、隐形眼镜及电机零件。
PP 聚丙烯耐热性和强度都很优越。其相对密度只有0.90~0.92,是最轻的塑料,聚丙烯软化点可达170℃,透明性佳,抗拉强度、表面硬度大。 聚丙烯低温时不耐冲击,食品容器在进出冷藏库时若掉下易裂,不耐紫外线。 聚丙烯可用于制造电器外壳、水桶、食器、管类、滤布、鱼网、粗绳等。
POM POM是耐热性和耐溶剂性良好的强韧材料。聚甲醛的特性类似尼龙和PC,非常强韧,而且热变形温度很高,耐磨性优越,长时间负载也不易变形,而且反复弯曲后,其性质几乎不变,所以也称为塑料弹簧。对钢的摩擦因数之低并不亚于尼龙,吸水所导致的尺寸变化,也远比尼龙小。
EP 环氧树脂能与其他物质,特别是金属粘着,故可作为胶粘剂。另一大特点是固化时,不产生挥发物质,所以收缩小,可制得尺寸精度良好的成型品,尺寸稳定性好。环氧树脂可用做胶粘剂、涂料。
结构工艺性Plastic part manufacturability塑件尺寸精度Dimensional accuracy • 影响因素: • 模具制造误差 • 塑料收缩率 • 品牌、批号、水分与挥发物 • 注射压力、时间和温度 • 壁厚、形状和尺寸 • 模具结构
壁厚 Wall thickness • 要求壁厚尽量均匀合理 • 过小时,影响强度和刚度。 • 过大时,收缩率和冷却时间变大,浪费材料,容易产生缩松、缩孔、凹痕和翘曲。 • 壁厚值 • >0.6~0.9,甚至可达>0.25mm。 • 常用1.5~4mm。
加强肋Rib • 尽量在不增加壁厚的情况下,通过设置加强肋提高塑件强度和刚度。 • 加强肋厚度比壁厚小。
加强肋矮一些、多一些为好。 • 加强肋中心距应大于两倍壁厚。 • 加强肋布置方向应尽量与熔体流动方向一致。 • 加强肋的端面不应与制品支承面平齐,应有一定间隙。
支承面 Support surface • 常采用边框或底脚(三点或四点)为支承面。
脱模斜度 Draft • 塑件内孔以型芯小端为准,斜度沿扩大方向标出;塑件外形以型腔大端为准,斜度沿减小方向标出。 • 开模时,为了让制品留在动模一边,内表面斜度应比外表面斜度小,反之则反。 • 通常,脱模斜度为30’~1°30’。 • 塑件凸起或加强肋应有4~5°的斜度。
孔Hole • 塑件孔与孔之间,孔与壁之间均应有足够的距离。
塑件孔与孔之间,孔与壁之间没有足够的距离时,应从结构上进行改进。塑件孔与孔之间,孔与壁之间没有足够的距离时,应从结构上进行改进。 • 塑件紧固用的孔和其他受力的孔,应设计出凸边予以加强。