Download
1 / 31
610 likes | 1.77k Views
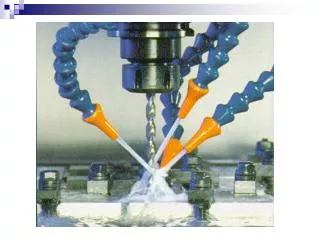
Metal Cutting Fluids Why do we need them?. Cooling Lubrication Also provides:- Swarf Flushing Corrosion Protection. Metalworking Fluids. Basic Principles of Metal CuttingFluids ; What they are & how to use them correctly. What are neat cutting oils?.

E N D
Metal Cutting Fluids Why do we need them? • Cooling • Lubrication Also provides:- • Swarf Flushing • Corrosion Protection
Metalworking Fluids Basic Principles of Metal CuttingFluids ; What they are & how to use them correctly
What are neat cutting oils? The performance of a neat cutting oil is influenced by 3 factors:- • Viscosity • Additives • Levels of additives
Viscosity Viscosity (at specific temperature) Measured in centistokes (cSt @ 40c) Range from 5 to 40 cSt Water = 1cSt Hydraulic = 32cSt
Effects of viscosity Cooling & Swarf Flushing Lubricity Viscosity Viscosity
Lubricity additives • Base Mineral Oils Highly refined oils of high, medium or low viscosity • Esters Natural fats Vegetable oils Synthetic esters
Lubricity additives • Anti-wear additives Typically phosphorous compounds or ZDDP • E.P. (extreme pressure ) additives Chlorinated paraffins Sulphur Usually sulphurised esters or polysulphides
Neat Oils vsSoluble Coolants Cooling Lubrication Neat Oils Soluble Coolants
What are coolants? Lubricity Additives Add to water Emulsifiers & detergents Metalworking coolant or emulsion HOCUT ? Corrosion Inhibitors Bio- Protection
Coolant jargon • Conventional soluble oil • Semi-synthetic • Synthetic • Extreme pressure • Biostable
Factors affecting Coolant life • Micro-Organisms • Tramp oil • Water Quality • System Design • People
Micro-Organisms( typically bacteria / fungi) • Results in:- • Bad smells • Coolant separation • Corrosion • Increased disposal costs
Common Types Of Micro -Organisms • Aerobic bacteria -live in the presence of airAnaerobic bacteria -live in the absence of air(bad eggs) • Yeasts/ Moulds /Fungi -visible organism (rubber-like)
Tramp Oil • Oil from positive lubrication & leaks • Often resulting in:- • Bacteria attack • Coolant separation • Smoke and fume • High disposal cost
Water Quality • The presence of inorganic • salts in coolant make up • water will affect:- • Coolant stability • Foaming
Water Quality Ideal Water Hardness = 100-200ppm. Chloride zero Sulphate zero Low salts High salts Soap formation Coolant instability Corrosion Bacterial attack Excessive foaming Water hardness expressed as ppm. (parts per million ) as calcium carbonate.
Coolant mixing • Always add oil to water(use a • mixing valve if possible) • Always mix coolant before • adding to the coolant sump
Monitoring & control Always maintain concentration between specified limits.
Monitoring & control • Possible. skin irritation • Expensive (product waste) • Foaming If concentration becomes too high.
Monitoring & control • Bacterial attack • Corrosion • Increased disposal • Expensive If concentration becomes too low.
Monitoring and control • How is concentration measured? • Refractometer --- on-site • Titration --- on-site / lab. • Instrumentation --- lab.
How is Condition Measured? pH readings 4.5 5.0 5.5 6.0 6.5 7.0 7.5 8.0 8.5 9.0 9.5 10.0 acidic neutral alkaline soluble oils favours bacterial growth good corrosion protection acceptable to skin
IP 125 Steel swarf on a cast iron plate. (overnight test) IP 287 Cast iron swarf on a filter paper. (2 hour test ) Monitoring corrosion protection
Soluble Oil Trials Machine Cleaning Antisep Biocidal Cleaner (A.B.C.) kills bacteria & dissolves dirt to ensure the new coolant has a good start. • 2-4% A.B.C. circulated with coolant for 24/48 hours • Empty & rinse • Refill with pre-mixed coolant at correct conc.
Health and safety Skincare • Handling concentrates • Concentration control • Hygiene • Proper use of skin creams • Good housekeeping • HSE guide to metalworking
Environmental & H&S Issues There is an increasing demand for products that are ‘FREE’- from e.g.:- • Nitrite-free • Chlorine-free • PCA -free • Phenol-free • DEA-free
Environmental &H&S Issues • Nitrite Can react with amines to form ‘nitrosamines’ (carcinogenic). • DEA -diethanolamine Can react with nitrogen from the air to form ‘nitrosamines. Nitrite/DEA in fluids is a health and safety issue, not environmental
Environmental & H&S Issues • Chlorine Disposal by burning can form dioxin, a carcinogen Special incinerators needed for safe disposal Disposal cost is very high in Europe Chlorine is an environmental issue, not health and safety
FLUIDCARE SERVICESHealth risks and MWF mists • HSE are demanding that metalworking fluids users should clearly demonstrate that they take every practicable step to control fluids, improve their condition and reduce exposure. • We recognise that the new guidance on health risks especially regarding asthma and respiratory diseases will pose problems for users. We offer a package of services aimed at helping customers identify the risks and effective measures of prevention and control. • Risk assessment • Fluids testing and bio-audits • Exposure monitoring • Atmosphere control • New Scandmist air filtration products are also available to remove both mist and bacteria from machine enclosures. Click on the download to learn more about the issues and to see Houghton products and services. • Visit www.hse.gov.uk/metalworking for further information. More…………… Preventing respiratory diseases and metalworking fluids ScandMist air filtration equipment