Download
1 / 18
180 likes | 197 Views
This study delves into shot noise models for sequential processes, focusing on lateral mixing effects and acid generation bottleneck factors. It presents experiments on contact printing, acid density calculations, and statistical analyses for multi-step processes. The research also explores the impact of noise power contribution and relative variances in electron lithography, with insights into the relationship between acid generation rates and energy deposition. Findings suggest a nuanced understanding of noise sources and process intricacies crucial for optimizing lithographic outcomes.

E N D
Shot Noise Models for Sequential Processes and the Role of Lateral MixingA.R. Neureuther, F. Pease, L. Yuan , K. Baghbani Parizi, H. Esfandyarpour, W.J. Poppe, J.A. Liddle and E.H. AndersonEIPBN June 1, 2005 This research was supported in part by SRC under grant SRC 2005-OC-460, DARPA under grant DARPA W911NF-04-1-0304, industry and the UC Discovery SMART grant ELE03-10160, and by instructional use of the LBNL nanowriter.
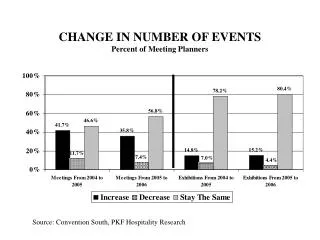
100 1000 10,000 Estimates of the Number of Required Events • Acid Generation Bottleneck • Statistics for Multi-Step Processes • Experiments on Contact Printing • Mechanisms of Linewidth Variation Clear the Feature Linewidth Control # Events Neureuther Sutherland Smith Kruit Pease
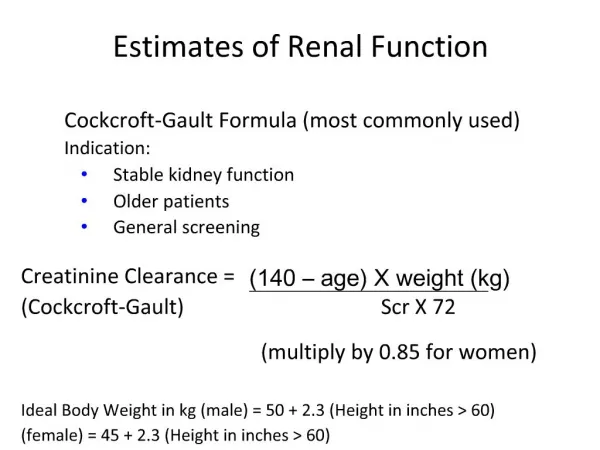
Acid Generation Bottleneck Kozawa group study of PHS at Osaka University: • Conditions Exposure dose = 10 uC/cm2 75 keV electron beam. PHS Density = 1.2 g/cm3 • Results Believe much of the energy is deposited in the resin and then generates acid Acid Density = 0.022/nm3= 2.2 x 1019/cm3 Generation Rate is 0.035 acids/nm @ 75 KeV Can be less than one acid per electron! See Ming Yu et. al, SPIE 2005
Relating Acid to Energy Deposition Everhart Hoff experiment model: for 5 KeV < E < 25 KeV => Result : 0.42 eV/nm per electron @ 75 Kev • From Kozawa group result, we have: 0.42 / 0.035 = 11.9 eV/acid
Energy per Acid (eV/Acid) eV/acid probably depends 2X to 4X on exposure type Data from Rau SPIE 98, V3333/p1413 and Brainard SPIE 05
Physical Factors and Possible Serial/Parallel Models for Electron Lithography
Sequential Multiple-Step Poisson Processes The following are approximate counts for a 100 keV e-beam exposure of a 5nm layer of resist
Statistics for a 3 Sequential Poisson Processes • Generating Function • Average • Variance • Relative variance
Physical Interpretation of 3-Step Process • Noise power contribution from the total number of each species is additive inversely to number of events! • For 400 electrons, 40 acid and 5,000 depotections the acid contribution clearly dominates! • The discrete number of electrons and deprotections do contribute and make the relative variance (0.1664) slightly larger than that from the acid alone (0.158). • The result agrees with the amplifier noise and gain model described in the text by Oliver Wells
Electron Acid + Deprotection + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + MF Lateral Mixing Effects and Shot Noise
N=400 N=400 N=400 N=400 H / T H / T H / T H / T R Inside Left Inside Right MFS = 50 nm MFS/4 = 12.5 MFS/4 = 12.5 MFS/4 = 12.5 MFS/4 = 12.5 R Parallel Process Model Uncertainty in lateral sorting will add noise *K is the number of electron source for each line width.
Experiments on Contact Printing Collaborative Experiments on the LBNL Nanowriter with A. Liddle and E. Anderson on exploratory EUV resists from R. Brainard of Shipley and G. Wallraff, of IBM 100 KeV, IBM KRS-XPS Resist, 40nm contacts at 70 uC/cm2, when the dose to clear large areas is 30uC/cm2
Electrons per Contact Printed Ave = 4500 Stdev ~ 500-1000 Low slope => StDev/AVE = 0.11-.22 => N = 20-80 Requires about 4500 regardless of size! But NEFFECTIVE is under 100!
Source of Low NEFFECTIVE in Experiment? • A thin 5 nm layer at the top of the resist appears to inhibit the dissolution and to lead to a punch through type behavior • A further reduction in the average acid present may be due to outgassing • Other factors such as lateral diffusion and beam wobble may also be contributing SEM of a 50 nm line
Resist Profiles Show both LER and LWV Shipley UVII-HS (KrF) By Williamson and used in Yuan SPIE 04 150 nm scale 10-30 nm scale Gradual linewidth change Divots and bumps
Resist is Similar to Mechanical Fracture of Silicon Cut-Set silicon surface 10 nm rms After hydrogen anneal 0.1 nm rms From Talk by Nathan Cheung
Resist Fracture Model of LWV Exposure and reaction makes polar inhomogenities Polar developer penetrates and causes pressure/stress Mechanical fracture follows path of least strength/stress
Conclusions • Data from the literature was combined to quantitatively model acid generation indicating that an acid bottleneck in 10-20 nm volumes and one acid per 6-25 eV of deposited energy • Noise from sequential Poisson processes can be combined as sqrt (1/N1 + 1/N2 + 1/N3) but parallel lateral mixing processes increase the noise by adding the noise of sorting • An 100 KeV e-beam experiment on thin IBM KRS-XPS resist showed minimum contacts of 20 nm, a dose to open several times larger than DCLEAR, about 4500 electrons per contact, NEFFECTIVE less than 100, and effects of surface acid reduction • The well know linewidth variation (LWV) that occurs over (100 nm) distances that are larger than the line-edge roughness (LER) (10 nm) feature size may have contributions from the mechanical fracture and benefit from multiple exposure pixels