Download
1 / 28
280 likes | 386 Views
ITER REMOTE HANDLING REPAIR SEQUENCE. ELM COIL ASSEMBLY REMOTE REPLACEMENT. Operation Of The Remote Transporters. landmark Recognition. Inner vessel transporters will navigate remotely throughout the vessel by means of landmark recognition. Multiple distinctive tactile landmark

E N D
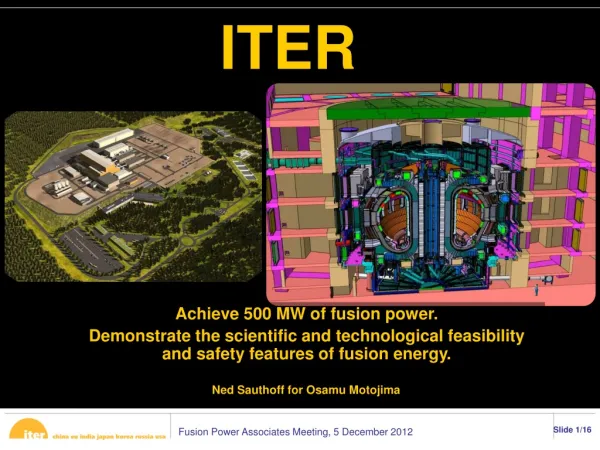
ITER REMOTE HANDLING REPAIR SEQUENCE
ELM COIL ASSEMBLY REMOTE REPLACEMENT
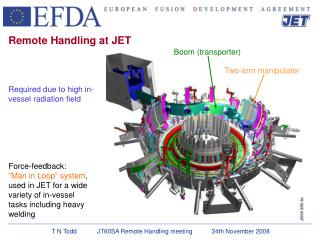
Operation Of The Remote Transporters landmark Recognition Inner vessel transporters will navigate remotely throughout the vessel by means of landmark recognition. Multiple distinctive tactile landmark targets will be placed in strategic locations throughout the vessel. The remotely operated transporters will dock to the landmark targets and calibrate their relative position. The location of the landmark targets, relative to all critical Inner vessel features, will be pre-mapped dimensionally thus allowing for the successful remote operation and guidance of transporters and tooling needed to carry out repair tasks. The landmark targets could be strategically located along the vessel wall or attached to actual coil assemblies.
landmark Recognition Validation Run Remote Operator Camera View Remote Operator Simulation View After the reactor is built and before the reactor is activated a validation run of the remote transporters should be conducted. A camera would be mounted to the remote transporters and the remote operator would guide the transporters through the vessel while observing both the camera screen and the simulation screen to ensure proper guidance throughout the vessel and the successful docking to the landmark targets. The camera is used only during the validation run to help the validation process. The remote operator would guide the transporters during normal operating conditions viewing only the 3D simulation view as a visual assisted guide.
Remote Removal and Replacement of an ELM Coil Assembly
An ELM coil assembly in need of replacement is identified • The inner Vessel transporter is guided and docked • to the landmark target in the appropriate location • The cutoff tool is retrieved from the tool rack and guided • into the predetermined feed cutoff position • Both feeds are cut thru
Remove coil assembly • Retrieve bolt removal tool • Grip and hold coil assembly with second transporter and remove • all coil securing hardware with first transporter. Place securing hardware • in temporary holding position in tool rack • Remove coil assembly with second transporter and place on vessel • wall in temporary holding position • The outside thru-the-port transporter will retrieve the damaged coil • assembly from the temporary holding location and remove it from • the vessel through the port • The outside thru-the-port transporter will then bring in the new replacement • coil assembly thru the access port and place it into the vessel in the temporary • holding position
Prepare & Machine feeder Ends, Concept A • Retrieve OD machining tool • Select, grip and hold feeder end • Machine feeder end to remove outer SS sleeve and oxide • 3.00” from end to expose the OD of the copper tube and counter • bore oxide .50 deep between the ID of the SS jacket and the OD • of the copper tube • Repeat for second feed
Prepare & Machine feeder Ends, Concept B • Retrieve Cutoff tool • Grip and hold feeder • Cut feeder through just before joint sleeve • Repeat for second feeder • Unbolt and remove damaged coil assembly • Retrieve outer OD cut through tool and cut SS outer sleeve • at indicated location leaving copper conductor exposed
Retrieve & SecureReplacement ELM Coil Assembly • Retrieve new ELM replacement coil assembly from the temporary • holding position • Retrieve bolt removal tool • Place new coil into position and secure • Note – new coil assembly includes SS outer sleeves, ceramic plugs/copper retaining • rings, and outer joint sleeves/sprung retaining wires preassembled onto coil • feeder ends
Place and secure ceramic plugs/copper retainers • on feed ends • Retrieve plug assembly tool from tool rack • Retrieve ceramic plug and copper retaining ring from holding position in tool rack • Place plug and copper retaining ring into position and hold • Bring in tack welder and tack weld copper retaining ring in position • Repeat with 2nd feed
Measure feed end offsets • Retrieve remote measuring tool from tool rack • Locate and zero tool on one of the feed ends • Move to the opposing feed end and measure offset, linear distance and surface • parallelism to opposing end. • Repeat with 2nd feed • Note – New feed connectors are now manufactured to the measured data
Retrieve, place and secure custom fit machined • feed connectors • Retrieve and place into position custom fit feed connectors that include a joint • retaining sleeve held in position by circular sprung filler wire retainers. • Continue to hold connector in position and grip joint retaining sleeve and slide • into position centered over connector to feed joint • Continue to hold both connector and joint sleeve and tack weld sleeve in position • Repeat on 2nd sleeve • Repeat on second connector and sleeves • Note – The connectors are thermally spray coated on both ends with braze filler • material to an oversize condition and then machined to dimensions • indicated from previously measured data • - Also the ID of the copper connector joint sleeves are thermally spray coated • O with filler materialand machined to specification
Braze connector joints to feeds • Retrieve Induction heating coil from tool rack and braze both ends on • both connectors
Inspect brazed joints • Retrieve US phased array inspection tool from tool rack and inspect all 4 joints
Place SS sleeves into position • Grip and spread SS sleeve split spring retainer and remove • Grip SS sleeve and move into position over connector • Tack weld in position
Weld SS sleeves in position • Retrieve orbital tig welder and weld SS sleeves in position