Download
1 / 14
140 likes | 639 Views
The FMS Henry C. Co Technology and Operations Management, California Polytechnic and State University Competitive Priorities Since W.W.II, U.S. manufacturing has dominated the world … until the middle of the 1960s, when market competition became more intense.

E N D
The FMS Henry C. Co Technology and Operations Management, California Polytechnic and State University
Competitive Priorities • Since W.W.II, U.S. manufacturing has dominated the world … until the middle of the 1960s, when market competition became more intense. • During 1960 to 1970 costwas the primary concern. • Later quality became a priority. • As the market became more and more complex, speed of delivery became something customer also needed. • A new strategy was formulated: Customizability. • The companies have to adapt to the environment in which they operate, to be more flexible in their operations and to satisfy different market segments (customizability). • Thus the innovation of FMS became related to the effort of gaining competitive advantage. Flexible Manufacturing System (Henry C. Co)
What is an FMS? • A flexible manufacturing system (FMS) is a manufacturing system in which there is some amount of flexibility that allows the system to react in the case of changes, whether predicted or unpredicted. • Two categories of flexibility • Machine flexibility, covers the system's ability to be changed to produce new product types, and ability to change the order of operations executed on a part. • Routing flexibility, which consists of the ability to use multiple machines to perform the same operation on a part, as well as the system's ability to absorb large-scale changes, such as in volume, capacity, or capability. Flexible Manufacturing System (Henry C. Co)
FMS and FMC • Early FMSs were large and very complex, consisting of dozens of CNCs and sophisticated material handling systems. They were very automated, very expensive and controlled by incredibly complex software. There were only a limited number of industries that could afford investing in a traditional FMS as described above. • Currently, the trend in FMS is toward small versions of the traditional FMS, called flexible manufacturing cells (FMC). • Today two or more CNC machines are considered a flexible cell and two more more cells are considered a flexible manufacturing system. • Thus, a Flexible Manufacturing System (FMS) consists of several machine tools along with part and tool handling devices such as robots, arranged so that it can handle any family of parts for which it has been designed and developed. Flexible Manufacturing System (Henry C. Co)
A flexible manufacturing cell (FMC) consists of two or more CNC machines, a cell computer and a robot. • The cell computer (typically a programmable logic controller) is interfaced with the microprocessors of the robot and the CNCs. Flexible Manufacturing System (Henry C. Co)
The Cell Controller • The functions of the cell controller include work load balancing, part scheduling, and material flow control. • The supervision and coordination among the various operations in a manufacturing cell is also performed by the cell computer. • The software includes features permitting the handling of machine breakdown, tool breakage and other special situations. Flexible Manufacturing System (Henry C. Co)
The Cell Robot • In many applications, the cell robot also performs tool changing and housekeeping functions such as chip removal, staging of tools in the tool changer, and inspection of tools for breakage or expressive wear. When necessary, the robot can also initiate emergency procedures such as system shut-down. • Parker-Hannifin Corporation, Forrest City, NC. Flexible Manufacturing System (Henry C. Co)
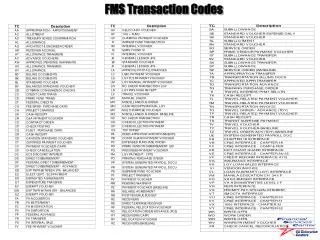
FMS Components • Most FMS systems comprise of three main systems • Work machines (typically automated CNC machines) that perform a series of operations; • An integrated material transport system and a computer that controls the flow of materials, tools, and information (e.g. machining data and machine malfunctions) throughout the system; • Auxiliary work stations for loading and unloading, cleaning, inspection, etc. Flexible Manufacturing System (Henry C. Co)
FMS Goals • Reduction in manufacturing cost by lowering direct labor cost and minimizing scrap, re-work, and material wastage. • Less skilled labor required. • Reduction in work-in-process inventory by eliminating the need for batch processing. • Reduction in production lead time permitting manufacturers to respond more quickly to the variability of market demand. • Better process control resulting in consistent quality. Flexible Manufacturing System (Henry C. Co)
Advantages of FMS • Faster, lower- cost changes from one part to another which will improve capital utilization • Lower direct labor cost, due to the reduction in number of workers • Reduced inventory, due to the planning and programming precision • Consistent and better quality, due to the automated control • Lower cost/unit of output, due to the greater productivity using the same number of workers • Savings from the indirect labor, from reduced errors, rework, repairs and rejects Flexible Manufacturing System (Henry C. Co)
Disadvantages of FMS • Limited ability to adapt to changes in product or product mix (e.g., machines are of limited capacity and the tooling necessary for products, even of the same family, is not always feasible in a given FMS) • Substantial pre-planning activity • Expensive, costing millions of dollars • Technological problems of exact component positioning and precise timing necessary to process a component • Sophisticated manufacturing systems Flexible Manufacturing System (Henry C. Co)