Download

1 / 38
650 likes | 3.4k Views
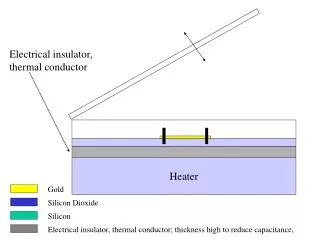
Delayed Coker Heater Designs. TECHNOLOGY — BASICS. Heat Transfer Radiant Convective (Bare, Extended Surface) Combustion Equipment Selection Fluid Flow Coil Configuration In-tube Velocity (Size, No. Of Passes) Refractory Linings Structural Design Mechanical Design.

E N D
TECHNOLOGY — BASICS • Heat Transfer • Radiant • Convective (Bare, Extended Surface) • Combustion Equipment Selection • Fluid Flow • Coil Configuration • In-tube Velocity (Size, No. Of Passes) • Refractory Linings • Structural Design • Mechanical Design FILENAME
DELAYED COKER - EXPERIENCE • Over 70 Delayed Coker Heaters Supplied For Over 50 Coker Plants • Single Heater Capacities From 6,000 B/D To Over 30,000 B/D • Single Fired And Double Fired Configurations, To Suit Specific Applications • Designs For A Wide Range Of Conditions And Special Requirements FILENAME
SPECIAL CONSIDERATIONS FOR COKER HEATERS Keep The Coking DELAYED • Single Fired Or Double Fired • Feedstock Characteristics • Flexibility - Investment For The Future • Fuels • Preferences • Heat Input Control • Process Fluid Pass Control • In-tube Velocity • Residence Time • Rising Temperature Gradient • Flue Gas Recirculation in Radiant Section FILENAME
SPECIAL CONSIDERATIONS FOR COKER HEATERS Keep The Coking DELAYED • Optimize Heat Flux Distribution • Coil Arrangement • Symmetrical • Tube Outlet Spacing • Height • Condensate/Steam Injection Points • Optimize Firebox Dimensions • Burner Spacing • Coil Arrangement • Bridgewall or Individual Cells FILENAME
SPECIAL CONSIDERATIONS FOR COKER HEATERS Keep The Coking DELAYED • Temperature (Film & Tube) • Run Length • Constantly Rising Profile • Residence Time • Cleaning The Coil • On-line Spalling • Steam-air Decoking • Pigging • Mechanical - Plug Fittings FILENAME
DELAYED COKER HEATERS Selection Process for Single or Double Fired Delayed Coker Heater Design And Run Length Considerations
FURNACE FOULING d Rf / d = d Rc / d - d Rs / d is rate of fouling d Rf / d Where is rate of coke laydown d Rc / d is rate of coke spalling d Rs / d The rate of coke laydown can be considered a function of: - Characteristics of feed - Residence time - Film temperature - Fluid Velocity The rate of coke spalling can be considered a function of: - Coke characteristics - Fluid velocity FILENAME
TI N2 Supply Line PressureEqualizationLine TI Shell TI Reservoir(Feed) TI Heater Tube Reservoir(Discharge) MeteringPump HOT LIQUID PROCESS SIMULATOR FILENAME
FOSTER WHEELER STANDARD DESCRIPTION Foster Wheeler has established three “standards” for determining the heater configuration 1. 2. 3. Readily fouls and is considered a difficult feedstock for a single-fired delayed coker heater. It has been run commercially with good results in a Foster Wheeler heater utilizing a double-fired design for difficult feeds. This feed is a vacuum residue from a high conversion ebullating bed hydrocracker. Borderline feedstock that tends toward unacceptable fouling. A double-fired design heater is recommended, but a conservative single-fired heater may be utilized with on-line spalling to achieve acceptable run lengths. This feedstock is a conventional asphaltic vacuum residue. Feedstock exhibiting acceptable fouling with single-fired heater. This feedstock is a light, non-asphaltic vacuum residue. FILENAME
FOULING INDEX 100 95 90 85 80 75 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0 AREA 1 Readily fouling, Difficult feed. Advanced design heater required. AREA 2 Borderline feed tending towards unacceptable fouling. Advanced design heater recommended or conservative conventional design with on line spalling required. Relative Fouling Index by Deposit Weight (FIDW) AREA 3 Acceptable fouling with conventional heater design. 0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 FILENAME Relative Fouling Index by Temperature Difference (FITD)
HEATER RUN LENGTH IMPROVED BY 1. Improved metallurgy 2. Maintaining lower sodium contents 3. Use of on-line spalling FILENAME
Metallurgy Impact on Run Length • Base Material 9 Cr- 1Mo • Design Metal Temperatures to 1300°F • ‘Base’ Run Length • T91 Material • Design Metal Temperature to 1330°F (Old API 530) • Increased Run Length at Expense of Weldability Issues • 347H SS Material • Design Metal Temperatures to 1500°F • Highest Run Length at Expense of Toughness Issues at Return Bends FILENAME
increasing Na+ at constant heater outlet log Na+ increasing 1/ (run length, ) -1 EFFECT OF FEEDSTOCK Na+ LEVELON COKER HEATER RUN LENGTH FILENAME
COKER HEATING FOULING FW-Langseth On-line Spalling procedure is as effective on double-fired furnaces as it is on single-fired coker furnaces operating on easier-to-process feedstocks. FILENAME
Coker Heater On-Line Spalling FILENAME
DELAYED COKER HEATERS CLASSIC SINGLE FIRED DESIGN Horizontal Tube Box or Cabin Heaters
SINGLE FIRED DELAYED COKER - • Optimized Firebox Dimensions • Optimize Heat Flux Distribution • No Flame Impingement • Control TMT Profile • Bridgewall to Control Heat Input to Each Fluid Pass • Symmetrical Piping and Pass Arrangement • Classic Box Heater Fabrication Features FILENAME
DELAYED COKER CHARGE HEATER FILENAME
Peak heat flux is 80% above average heat flux. SINGLE-FIRED COKER HEATERS To ensure long-run lengths and efficient operation, Foster Wheeler incorporates important design features, such as: • Firebox dimensions • In-tube velocity • Burner selection and spacing • Burner testing • Coil spacing • Individual fluid pass controls • Independent firing controls FILENAME
CIRCUMFERENTIAL RADIANT HEAT FLUX DISTRIBUTION – SINGLE FIRED TUBES FILENAME
DELAYED COKER CHARGE HEATER FILENAME
DELAYED COKER HEATERS FWFHD DOUBLE FIRED DESIGN Terrace Wall Design Completely Isolated Radiant Cells
DOUBLE FIRED DELAYED COKER - • Completely Isolated Radiant Boxes • Independently Controlled and Fired Passes • Highly Predictable Flue Gas Flow Patterns • Full Viewing of Tubes • Highly Modular Construction Provided • Shorter Residence Time • Lower Circumferential Film Temperature and TMT • Burner and Coil Viewing Accessible From Grade FILENAME
DELAYED COKER CHARGE HEATER FILENAME
Peak heat flux is only 20% above average heat flux. DOUBLE-FIRED COKER HEATERS • Residence time reduced by half at constant tube velocity and peak film temperature • Optimized coil design: • increase average heat flux to maintain film temperature • reduce coil volume • Features: • High in-tube velocity • Independent pass control • Sloped heater wall for increased flue gas recirculation FILENAME
CIRCUMFERENTIAL RADIANT HEAT FLUX DISTRIBUTION – DOUBLE FIRED TUBES FILENAME
DELAYED COKER CHARGE HEATER FILENAME
DELAYED COKER HEATERS FWFHD DOUBLE FIRED DESIGN Terrace Wall Design Completely Isolated Tube Passes
DOUBLE FIRED DELAYED COKER - • Adds Convection to Radiant Passes in One Box for complete separation of heater passes • Independently Controlled and Fired Passes • Each Pass Can be completely and Individually Isolated • Typical Use is on Two Pass Units with On-Line Spalling and Steam-Air Decoking Capabilities FILENAME
DELAYED COKER CHARGE HEATER FILENAME
DELAYED COKER CHARGE HEATER FILENAME
DELAYED COKER INSTALLATIONS • Over 70 Delayed Coker Heater Furnaces have been supplied for installations around the world including: • BP Toledo 28,900 BBL/D • Shell Oil Deer Park 3@ 26,250 BBL/D • LCR Houston 2@ 23,625 BBL/D • Premcor Pt. Arthur 3@ 28,000 BBL/D • PERM Russia 2@ 22,680 BBL/D • Husky Canada 11,000 BBL/D • Sincor Venezuela 3@ 32,636 BBL/D • Hamaca Venezuela 2@ 33,075 BBL/D FILENAME
Single Fired Design Don’ts • Double row roof tubes • No bridgewalls or bridgewalls too short • Tall radiant coil heights • Tubes to the floor • Upflow process flow in radiant section • Top radiant tube in flow ducts to convection section • Convection tubes tangent to ducts from radiant section • Many tube diameter changes FILENAME
Double Fired Design Don’ts • Staggered row radiant tubes • Roof tubes • Non-Isolated radiant cells • Tall radiant coil heights • Tubes to the floor • Upflow process flow in radiant section • Top radiant tube near flow ducts to convection section • Convection tubes tangent to ducts from radiant section • Many tube diameter changes FILENAME
Revamping and Debottlenecking • Metallurgy Considerations • APH Considerations • NOx and Emissions Requirements • U-Bends Instead of Plug Headers • Enclose U-Bends Inside Radiant Box • Convection Section Modifications • Radiant Box Modifications • Coil Modifications FILENAME
Troubleshooting • Fuel Changes • Organic vs. Inorganic Fouling • Burner Changes and Impact • Feedstock Changes • Increased Preheat Temperature • Velocity Steam Requirements • O2 Readings & Tramp Air Considerations • Draft Control • APH Systems and Heater Balancing FILENAME