Download
1 / 13
130 likes | 292 Views
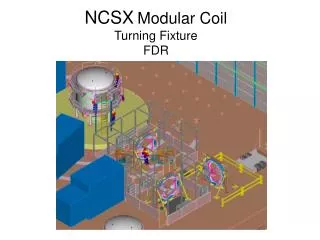
NCSX Modular Coil Turning Fixture FDR. Background. Modular Coil winding forms are cast structures which provide the foundation on which the coils are constructed.

E N D
Background • Modular Coil winding forms are cast structures which provide the foundation on which the coils are constructed. • The Turning Fixture, is an integral component for preparation, winding and bag molding operations which take place during the Modular Coil fabrication. It is used to rotate the coil position the coil surface so that
Scope • Winding station requirements, details, operation, loads, stresses, control, power requirements. • Manufacturing • Safety
Requirements of Turning Fixture • Support modular coils during the prep, winding, molding and VPI tasks. • Provide simultaneous access to both sides of winding surface. • Provide slow, smooth motion. One rotation to be accomplished in <10 minutes. • Minimize risk of damaging coil/winding throughout the winding, molding and VPI tasks. • Keep design simple, keep costs as low as possible. • Keep footprint as small as possible.
A/C Power & Control Requirements • Coil ring power drive system • 1 hp reversible dc voltage drive motor • 90/180 vdc • variable speed dc motor controller 115/230vac input, • 12.5/6.6amp input current • foot switch for start/stop operation of coil ring
Design elements • Frame is constructed of structural steel • Cheap, strong and easy to work with. Readily available. • Frame is anchored to test cell floor. • Turning fixture provides one degree of rotation and access to both sides. An adjustable coil-spool platform (separate design) adjusts to winding surface elevation and angle changes. • Common “turning” ring is used to support the 3 different types of modular coils via adapter plates. • Coils are married to one ring throughout their entire winding, molding and VPI process. • Lots of gearing ensured that coils rotate slowly and under control. • Top beam removable for lifting of ring/coil assembly out of turning fixture.
Design details • Frame is constructed of MC 10x33.6 structural channel. • Rings are constructed of MC 12x32.9 structural channel. • Adapter plates are made from 1” thick steel plate and are mounted to coil flange via bolt/sleeve arrangement. • Rollers support and guide the ring. • Curved gear rack is welded to the OD of the ring and is driven by pinion gear. • Pinion to ring ratio is 7.5:1, gear reducer adds additional 400:1 reduction, giving a total gearing of 3000:1. There are 3,500 ft-lbs available to turn load. • Foot pedal control for turning the coil. Speed will be adjustable from 0 to 0.5 RPM. Lock-out/tag-out of power will be provided.
Loads • Weight of completed modular coil ~8000# • Worse case is seismic event. Used (0.13 x 8000#) for seismic loading or ~1000#. • Applied 8000# vertical load and 1000# horizontal loadto frame and calculated reaction loads and moments and stresses.
Stresses • Caster/roller wheels rated for 2600-3000# each (per manufacturer) • Max stress at wheel mounting bolts is low. Any 1 bolt can withstand 2000 lb shear load, there are 4 bolts per pad. • Max stress at axles is < 2000 psi shear. This is at the bottom set of rollers. Side roller axles are under less stress. Material is 1020 CS. • Bolted flange max stress is ~6800 psi, shear on ½-13 bolts. • Max load at any anchor is 170# horiz. (shear) (7400 allow, 28K ult.), and 1908# tension (vert.) (4600 allow, 17 K ult.) • With outriggers, the force required to overturn is less that the max seismic loads. Fixture would stay upright even if it were not anchored to floor. • Max stress in frame is 16.5 ksi. Allowable yield for A36 steel is 36ksi • Calculations have been checked.
Manufacturing • Structural steel used throughout fixture • Low tolerance, simple design features • Minimum of machining – most of the work is cutting/welding. • Rings and ring gear will be fabricated by Lutz. • We will fabricate one fixture in-house and will have the option to outsource the rest.
Operation • Modular coil rotational speed is 0 to ½ RPM. • Turning fixture is designed to operate slowly (~1 ft/min) during actual coil winding. • Generous torque multiplication from gearing ensures that speed remains constant. • Variable speed control (adjustable by dial) is provided by motor controller. • Foot pedal (dead-man) provides convenient on/off switch for operators.
Safety • Work will be proceduralized. • JHAs will be generated for operating the turning fixture. • Gears and rollers will have guards (wherever possible) to protect from hazards. Recommend that we convene a field review of the completed turning fixture with IH prior commissioning for operation. • Technicians will be trained and be very familiar with the operational hazards.
Conclusion • Turning fixtures have been designed to accommodate all the modular coils with a minimum of unique parts. Common fixture used for multiple stations. • Footprint is reasonably small, minimizing area used. Enclosures would grow for a larger turning fixture. • “Ring” permanently mounted to coil minimizes handling risks by reducing the number of times that the coil is manipulated. • Loads and stresses are easily manageable. • Design approach leans to low tech, low tolerance philosophy, which will keep costs down. Precision machining is minimized. Low-cost materials specified.