Download
1 / 17
170 likes | 186 Views
This report summarizes the visits made to verify the incoming inspection and installation procedures of quench heaters manufacturers. Critical points were identified, and differences between manufacturers were noted. The report includes visual inspections, cleaning, flux-soldering, positioning on poles, and fixing wires with epoxy or polyimide tape.

E N D
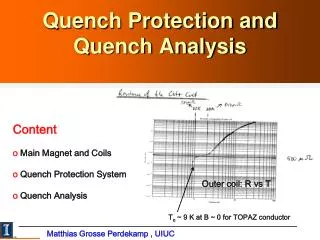
QUENCH HEATER PROCEDURE CHECK AT COLD MASS ASSEMBLER PREMISES • Gianni Molinari – Andrea Musso /1 Section meeting May 12th, 2005
Aim of the visits • To verify incoming inspection and installation procedures of the manufacturers • To check differences between manufacturers • To point out critical points (eventually)
Quench heaters producer’s • Cicorel (Switzerland) • C.I.V. (France) Actually all the stainless steel strips are produced and coated only by C.I.V.
BNN Visual inspection Remove oxidation from omega windows Cleaning with Acetone Cleaning the omega’s with Scotch Britte Preparing wires Flux+soldering Fixing wires with epoxy Wait+cleaning with foam Insulating with adhesive polyimide Approach to pole and cleaning with acetone Positioning on poles Alstom Visual inspection Preparing wires Cleaning with alcool Flux+soldering Cleaning with alcool Positioning on poles Operations before installation
Operations before installation Ansaldo Superconduttori: They buy quench heaters already equipped with omega’s and wires; the only operations they do before installation: • Visual inspection • Cleaning with alcool
Some pictures….Alstom (1) Visual inspection An inclusion was found and the quench heater put in stand by
Some pictures….BNN (1) Soldering omega’s Cleaning
Some pictures….Alstom (2) Connecting the wires between quench heater
Some pictures….Alstom (3) Solderingomega’s
Some pictures….BNN (2) Connecting the wires between quench heater
Some pictures….BNN (3) Quench heaters are fixed on heads with polyimide tape
Some pictures….Ansaldo (1) Quench heaters are fixed on heads with polyimide tape….
Some pictures….Ansaldo (2) …and resin before collaring….
Some pictures….Alstom (4) …Quench heaters are fixed on heads with polyimide tape
Some pictures….Ansaldo (3) Splice between strips
Conclusions • The only critical point at the moment is to fix the extremities on coil’s ends; this causes cut on the vertical plane: • Alstom fixes the extremities since ten magnets because they had a problem of an omega that was displaced and therefore had problems during collaring • Ansaldo Superconduttori fixes the extremities also with resin; they did a test on two magnets avoiding to fix them and they aim to avoid fixing in the next future • BNN fixes slightly the extremities, but since our visit the project engineer suggested them to avoid doing it; they accepted the suggestion