Download

1 / 9
90 likes | 232 Views
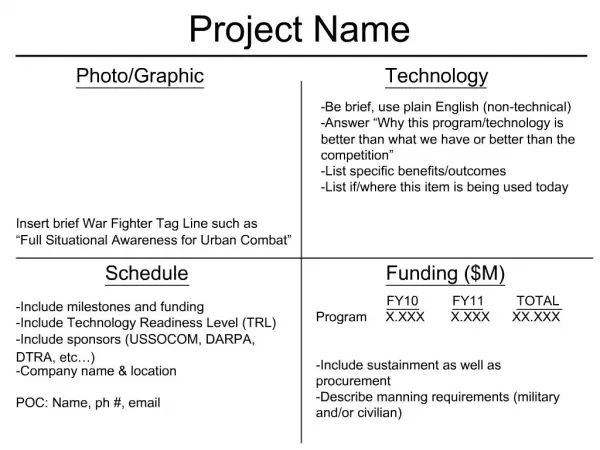
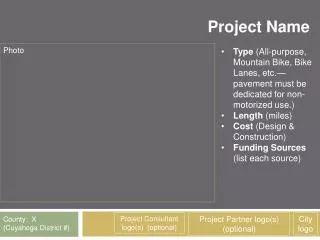
E-Foundry Project . Project Name. Student Name: Degree, Year: Branch: Institute:. Part Model. 140. 140. 80. 40. 70. 80. 40. 20. 20. 60. 40. 80. Part Metal: Cast Iron Mold Material: Sand. Part Simulation (without feeder). Hottest Region. Feeder Design.

E N D
E-Foundry Project Project Name Student Name: Degree, Year: Branch: Institute:
Part Model 140 140 80 40 70 80 40 20 20 60 40 80 Part Metal: Cast Iron Mold Material: Sand
Part Simulation (without feeder) Hottest Region
Feeder Design Diameter of Feeder = D, Height of Feeder = H = 1.5D Modulus of Feeder = M = = = 0.375/1.75 Modulus of Hottest Region = 256000 / 25600 = 10 mm Modulus of Feeder = 1.2 x Modulus of Hottest region = 1.2 x (256000/25600) = 12 mm From the two equations for feeder modulus, Feeder Diameter D = 56 mm Modified Surface Area of the Hottest Region = Surface area of hot spot region – Area of feeder bottom = 25600 – ( = 23137 Modified Modulus of Hottest Region = 256000/23137 = 11.1 mm The feeder has to be redesigned for the increased modulus of the hottest region.
Feeder Design Modified Modulus of Feeder = 1.2 x 11.1 = 13.3 Modified Feeder Diameter = 62.2 mm Modified Feeder Height = 93 mm Modulus of Feeder Neck (Connection to Part) = 1.1 x Modulus of Hottest Region = 1.1 x 11.1 = 12.2 mm Assume some height of the neck (say 10 mm). Modulus of neck = = == D/4 Equating the two modulus values, Feeder Neck Diameter = 48.5 mm Yield = Part volume / (Part + Feeder + Neck) volume = 490867/(490867 + 282588 + 18474) = 62%
Simulation with Designed Feeder Feeder D = 62 mm Feeder H = 93 mm Neck D = 60 mm Neck H = 10 mm Observation: Feeder is hotter than part hot spot. A small island of high temperature is still visible inside the part.
Simulation with Larger Feeder Feeder D = 75 mm Feeder H = 112 mm Neck D = 49 mm Neck H = 10 mm Observation: Feeder is hotter than part hot spot. There are no hot spots visible inside the part. Hence feeder design is ok.
Simulation with Smaller Feeder Feeder D = 50 mm Feeder H = 100 mm Neck D = 40 mm Neck H = 10 mm Observation: Feeder is less hot than part hot spot. This will work only if an insulated sleeve is placed around the feeder.
Comparison Feeder D = 50 mm Feeder H = 100 mm Neck D = 40 mm Neck H = 10 mm Feeder D = 75 mm Feeder H = 112 mm Neck D = 60 mm Neck H = 10 mm Feeder D = 62 mm Feeder H = 93 mm Neck D = 49 mm Neck H = 10 mm Conclusion: Design with larger feeder is recommended, since it shows no shrinkage defect part, and there are not additional item (sleeve) costs.



![[Project Name]](https://cdn1.slideserve.com/2218758/project-name-dt.jpg)

![[Project Name]](https://cdn1.slideserve.com/2784943/project-name-dt.jpg)