Download
1 / 20
420 likes | 1.67k Views
99,994%. 99,73%. 95,44%. 68,26%. ASH. FSH. ASH. FSH. σ. +1 σ. -1 σ. -3. -2. -1. 2. 3. 1. -2 σ. +2 σ. σ. -3 σ. +3 σ. -4 σ. +4 σ. -4. -3. -2. -1. 1. 2. 3. 4. A teljesítőképesség indexek számítása. Potenciális teljesítőképesség index - Cp

E N D
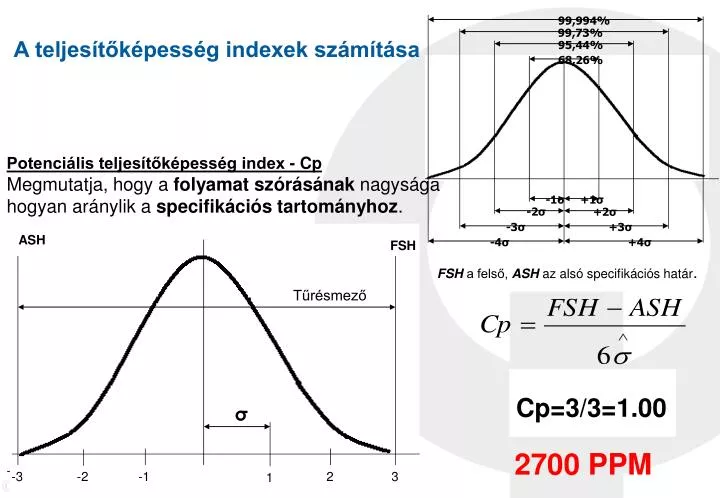
99,994% 99,73% 95,44% 68,26% ASH FSH ASH FSH σ +1σ -1σ -3 -2 -1 2 3 1 -2σ +2σ σ -3σ +3σ -4σ +4σ -4 -3 -2 -1 1 2 3 4 A teljesítőképesség indexek számítása Potenciális teljesítőképesség index - Cp Megmutatja, hogy a folyamat szórásának nagysága hogyan aránylik a specifikációs tartományhoz. FSH a felső, ASH az alsó specifikációs határ. Tűrésmező Cp=4/3=1.33 Cp=3/3=1.00 2700 PPM
ASH FSH σ - a mintavételek átlagából számolt folyamatátlag -4 -3 -2 -1 1 2 3 4 Teljesítőképesség index - Cpk Cp=1,00 Cpk=0,67 célérték A folyamat középértéke nem esik egybe a célértékkel ezért Cp>Cpk
x x x x x x x x x x x x ATH FTH ATH FTH ATH FTH ATH FTH Cp=2 Cpk=1,6 C=2 Cpk=2 Cp=1,67 Cpk=1 Cp=1 Cpk=0,7 ATH FTH ATH FTH ATH FTH Cp=2 Cpk=1,8 Cp=3,33 Cpk=3 Cp=1,67 Cpk=1 ATH FTH ATH FTH ATH FTH ATH FTH Cp=0,91 Cpk=0,45 Cp=1,33 Cpk=1 Cp=3,33 Cpk=2,33 Cp=2 Cpk=1,5 ATH FTH Cp=1,15 Cpk=0,70 Q-Offenzíva 1. modul, 5. rész: MFU, PFU - Gép- és folyamat teljesítőképesség vizsgálat
A mintavételes ellenőrzés lehetséges döntési hibái A statisztikai döntések bizonytalanságának számszerűsítése
d A mintavételes ellenőrzés lehetséges döntési hibái A statisztikai döntések bizonytalanságának számszerűsítése H0 H1 b a m m 0 1 1 – a = a 1 - b= e b K Elfogadási tartomány Elutasítási tartomány a = elsőfajú hiba (szignifikanciaszint) b = másodfajú hiba • = megbízhatósági szint (1-a) • e = erősség (1-b)
5. A mérési adatok grafikus megjelenítése A sűrűség- és az eloszlásfüggvény, valamint a gyakorlati és az elméleti eloszlás kapcsolata
5. A mérési adatok grafikus megjelenítése Feladat Grafikus megjelenítés: normalitásvizsgálat (MiniTab) A hipotézisvizsgálatok ismereteit lásd TQ 003
A beavatkozásihatársérül Lehetséges okok: géphiba anyag-inhomogenitás nem megfelelőszabályozásimódszer rosszul megállapított szabályozási határok a szerszám kopott
Futam /rossz beállás/Az értékek eltérnek a kívánt beállítási szinttől Lehetséges okok: 1. rossz gépbeállítás 2. hibás mérőeszköz 3. rossz megállapítottbeállítási érték S↑ 1. géphiba 2. anyag-inhomogenitás S↓ 1. gépállapot –javulás 2. anyagminőség-javulás
Trend Azértékekbeállásafokozatoseltolódástmutat Lehetséges okok: szerszámkopás anyagváltozás gépelállítódás gépállapot romlása gépkezelő fáradása S gép, készülék lazulás vagy kopás anyagváltozás gépállapot javulás anyagminőség-javulás
Túl jó célállapot-tartásAz értékek szorosan a célállapot körül helyezkednek el • Lehetséges okok: • rosszul megállapított szabályozási határok • 2. nem megfelelő mérőeszköz használata • 3. hibás kártyakitöltés • 4. szépített adatok
Jelhatár-közelítés Ref-érték Ref-érték Kód Kód Az utolsó egységes „nem megfelelő“ Az utolsó egységes „megfelelő” Az első egységes „megfelelő” Az első egységes „nem megfelelő”
Jelhatár-közelítés Az első egységes „nem megfelelő” Az első egységes „megfelelő” Az utolsó egységes „megfelelő” Az utolsó egységes „nem megfelelő“
A dFTHés a dATHtartományokból képezzük a d sávszélességet: d = 0,237915 Jelhatár-közelítés %GRR = d / REF · 100 %= 0,0237915 / 0,1 · 100 % 24 % REF = T, ha Pp < 1, egyébként REF = 6σP
Gép és folyamatképesség, az AUDI elvárásai alapján Maschinen- und Prozessfähigkeits- untersuchung - Grenzwertfestlegungen Freigegeben: Dr. J. Heuer GQH K-GQS/1 K-GQS/1, T. False, 08.01.2010 1.0 Q-Offenzíva 1. modul, 7. rész: MSA - Mérőrendszer elemzés
Gép és folyamatképesség, az AUDI elvárásai alapján a) Für beidseitig begrenzte Merkmale ist festgelegt: Soll: Cm 2,0 und Cmk 1,67 b ) Für nach unten bzw. nach oben einseitig natürlich begrenzte Merkmale: Soll: Cmk 1,4 c) Für durch nicht nachstellbare Werkzeuge erzeugte Merkmale (Durchmesser): Soll: Cm 2,0 und Cmk 1,33; Merkmalen sind bei einem Wert von Cmk 1,0 keine Maßnahmen erforderlich Grenzwerte für Prozessfähigkeitsuntersuchungen a) Für beidseitig begrenzte Merkmale: Soll: Cp 1,33 und Cpk 1,33 b)Für nach unten bzw. nach oben einseitig natürlich begrenzte Merkmale: Soll: Cpk 1,33 c) Für durch nicht nachstellbare Werkzeuge erzeugte Merkmale (Durchmesser): Soll: Cp 1,33 und Cpk 1,0 Q-Offenzíva 1. modul, 7. rész: MSA - Mérőrendszer elemzés
Gép és folyamatképesség, az AUDI elvárásai alapján Minimum mintaelemszám a statisztikák számításához: MFU 20db PFU 30db A minta elemszám változásával a követelmények is változnak! Q-Offenzíva 1. modul, 7. rész: MSA - Mérőrendszer elemzés
Beavatkozási lehetőségek a folyamatképesség és a folyamat szabályozottsága figyelembevételével
Alapvető mérőrendszer vizsgálatok és az elvárt értékek • Felbontás (resolution) max. a tűrés 5%-a Res%<T/20 • Torzítás (bias) szignifikánsan 0 kell legyen (SigBi) • Linearitás • Cgk (mérőgép képesség) min.1,33 • Stabilitás • GRR R&R < 10% A mérőrendszer elfogadható 10% < R&R < 30% A mérőrendszer elfogadható az alkalmazás fontosságát, a mérőeszköz költségét, javítását stb. figyelembe véve. 30% < R&R A mérőeszköz nem fogadható el, fejlesztésre szorul. Tegyünk meg mindent a probléma okának kiderítésére és kijavítására. • ndc (number of distinct categories): Megkülönböztethető, elhatárolhatóadatosztályok száma (hatásos felbontás) Minimum 5 Q-Offenzíva 1. modul, 7. rész: MSA - Mérőrendszer elemzés