Download
1 / 24
250 likes | 496 Views
Formability in Deep Drawing Steel. Christopher Melvin Washington State University 2008. Steel Coil. Some Applications Include. Automotive Motor casings Building supplies Household items. Deep Drawing. Drawability- high degree of plastic flow in plane, resistance to flow in thickness

E N D
Formability in Deep Drawing Steel Christopher Melvin Washington State University 2008
Some Applications Include Automotive Motor casings Building supplies Household items
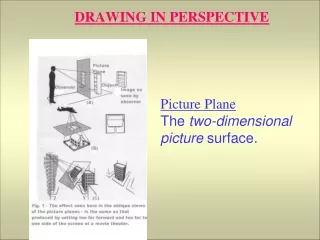
Deep Drawing • Drawability- high degree of plastic flow in plane, resistance to flow in thickness • r-value = εw/ εt (ε-true strains) • r = ε22/ ε33 • q = -ε22/ε11 = εw/εl • Where ε11 ε22 ε33 are the normal strains in the x, y, and z directions respectively
Variations of R-Value • rave–Formability parameter (normal anisotropy) rave = rm = (r0+2r45+r90)/4 • Δr–Earing parameter (planar anisotropy) Δr = (r0+r90-2r45)/2
Methods to Determine R-Value Tensile Test rm 1.656 (cntr) Δr 0.9188 VHM Method rm 1.690 (cntr) Δr 0.92365 Company Methods (Module-R) rm 1.662 (ave) Δr 0.703
Textures • Most important cause of anisotropic plastic properties • Rolling steel creates a preferred orientation (Texture) • R-value changes with different textures
Euler Space-ODF Gamma Goss Phi = 45º
Edge vs. Center Edge Center
Head vs. Tail (Phi = 45°) Head (center) Tail (center)
Methods to Determine R-Value Tensile Test rm 1.656 (cntr) Δr 0.9188 VHM Method rm 1.690 (cntr) Δr 0.92365 Company Methods (Module-R) rm 1.662 (ave) Δr 0.703
Center vs. Edge Microstructures Center Edge
Conclusion • Designed cup die to measure earing • Compared direct measurements to model • Edge properties differ from center • Gradient in hot band carries over to cold rolled • Indications of Goss
Thanks • Dr. David Field • Alankar Alankar • Dr. Leo Kestens • Dr. Paul VanHoutte
Future research • Obtain model to calculate r-value • Increase accuracy of where the coupons were obtained • Obtain new samples to test after proposed process changes are made