Download
1 / 18

E N D
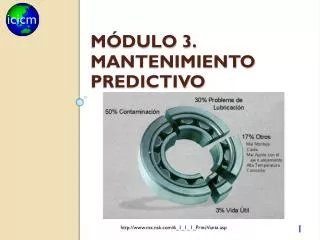
MANTENIMIENTO PREDICTIVO El mantenimiento predictivo es un tipo de mantenimiento que relaciona una variable física con el desgaste o estado de una máquina. El mantenimiento predictivo se basa en la medición, seguimiento y monitoreo de parámetros y condiciones operativas de un equipo o instalación. A tal efecto, se definen y gestionan valores de pre-alarma y de actuación de todos aquellos parámetros que se considera necesario medir y gestionar Esto es, tomando en cuenta que la mayoría de las averías, desgastes y problemas de operación que afectan a cualquier máquina, producen en operación, una alteración en ciertas variables. Su accionar consiste en: Realizar mediciones periódicas de las variables elegidas. La información más importante que arroja este tipo de seguimiento de los equipos es la tendencia de los valores, ya que es la que permitirá calcular o prever, con cierto margen de error, cuando un equipo fallará.
Además de prever el fallo catastrófico de una pieza, y por tanto, pudiendo anticiparse a éste, las técnicas de mantenimiento predictivo ofrecen una ventaja adicional: la compra de repuestos se realiza cuando se necesita, eliminando pues stocks (capital inmovilizado) Las técnicas predictivas que habitualmente se emplean en la industria y en el mantenimiento de edificios son las siguientes: • Análisis de vibraciones, que es la estrella de las técnicas predictivas • ⎯ Boroscopias • ⎯ Termografías • ⎯ Análisis de aceites • ⎯ Control de espesores en equipos estáticos • ⎯ Inspecciones visuales • ⎯ Lectura de indicadores VARIABLES MÁS COMUNES:
Para llevar a cabo la implementación de este sistema, se debe tener en cuenta: IMPLEMENTACION
Capital Humano: • Instrucción del personal: La correcta instrucción del personal en los niveles correspondientes según sea el sistema adoptado • Selección del personal afectado: Las principales condiciones que deben reunir las personas seleccionadas para estos momentos son: • Dedicación Prolijidad Espíritu de Superación Escalones para la Aplicación: 1er. Escalón:Realiza las mediciones de rutina (no realiza análisis alguno. 2do Escalón:* Determina la gravedad de la situación y su posible evolución * Orienta la solución * Arbitra acciones correctivas urgentes 3er Escalón: * Hace el plan de rutina * Supervisa el sistema * Diagnostica problemas especiales * Indica acciones correctivas (no de urgencias) Instrucción el personal 1er. Escalón: En este escalón basta conocimientos previos elementales y experiencia en máquinas sobre las que se va a efectuar las mediciones 2do Escalón:Si bien no es especialista con el tiempo va adquiriendo gran acercamiento a estas técnicas.- 3er Escalón:Es ocupado por un especialista en el tema, generalmente una persona ajena a la empresa
Los tres objetivos al realizar el seguimiento de una variable física Cuando se monitoriza una variable física relacionada con el estado de la máquina, se buscan alguno de los siguientes cuatro objetivos: vigilancia, protección, diagnóstico y pronóstico ⎯ Vigilancia. Cuando se mide una variable física con este objetivo se busca que la técnica predictiva empleada indique la existencia de un problema. Debe distinguir entre condición buena o mala para funcionar, e incluso, si es mala, indicar cuán mala es. Es el caso de la monitorización en continuo de las vibraciones de una turbina de vapor, por ejemplo ⎯ Protección. Su objetivo es evitar fallas catastróficas. Una máquina está protegida, si cuando los valores que indican su condición llegan a valores considerados peligrosos, la máquina se detiene automáticamente. ⎯ Diagnóstico de fallos. Su objetivo es identificar cuál es el problema específico que presenta el equipo, no sólo si existe un problema o no. ⎯ Pronóstico. El objetivo es estimar cuánto tiempo más podría funcionar la máquina sin riesgo de un fallo catastrófico. La calidad de los equipos cuando se ofrecen servicios de mantenimiento predictivo Un contrato de servicios de mantenimiento predictivo suele tener un coste alto, por que los conocimientos son muy especializados y porque los equipos que se emplean son caros. Cualquier empresa que ofrezca servicios de mantenimiento predictivo debe contar con la mejor herramienta disponible en el mercado. Eso supone:
⎯ Tener herramienta actualizada, que debe reponerse y amortizarse en plazos cortos, generalmente inferiores a dos años. En ese tiempo la tecnología suele haber dado avances muy significativos que hacen que una empresa que no haya actualizado sus equipos tenga medios obsoletos ⎯ Tener un conocimiento muy exhaustivo de esa herramienta y de sus posibilidades Hay que tener en cuenta que la mayor parte de las técnicas predictivas son técnicas que evalúan la evolución de una máquina, por lo que no es conveniente ni práctico contratar un servicio de inspección predictiva para una sola medida puntual, sino que es conveniente que pueda estudiarse la evolución en el tiempo. Las conclusiones del informe tendrán mayor rigor y validez si analizan esta evolución SISTEMAS POSIBLES DE IMPLEMENTACIÓN Teniendo en cuenta: • Tamaño de la Planta Industrial • Criticidad o peligrosidad del proceso • Ubicación geográfica Las técnicas predictivas en sí mismas son inútiles. Sólo tienen utilidad si se aplican las conclusiones que proponen los técnicos que las realizan. Si con ayuda de estas técnicas se detecta un fallo, se propone una intervención y no se realiza, se habrá perdido tiempo y dinero
Existen 2 sistemas usualmente empleados. El sistema Integrado Interno y el externo: Sistema Integrado Interno: en esta sistema los tres escalones pertenecen a la empresa que implementará el Mantenimiento Predictivo. Es el más caro y de mayor proyecciones y que por supuesto, promete mayores resultados. Solo se justifica en aquellas plantas que por su volumen, criticidad, o ubicación geográfica lo requieren. Es el de más lenta implementación, los primeros resultados se logran aproximadamente a los 18 meses y recién estará en pleno aprovechamiento no antes de 30 meses. Sistema Integrado Externo: Todos los escalones son externos a la empresa, pero al cabo de un tiempo es cubierto en forma natural por el segundo escalón. Este sistema es apto para las medianas o pequeñas empresas o para las que tienen mantenimiento contratado ( muy utilizado en ingenios azucareros, y en plantas de procesos continuos).
TPM (TOTAL PRODUCTIVE MAINTENANCE) Que es TPM El TPM (Mantenimiento Productivo Total) surgió en Japón gracias a los esfuerzos del JapanInstitute of PlantMaintenance (JIPM). Es una filosofía de mantenimiento cuyo objetivo es eliminar las pérdidas en producción debidas al estado de los equipos, o en otras palabras, mantener los equipos en disposición para producir a su capacidad máxima productos de la calidad esperada, sin paradas no programadas supone: ⎯ Cero averías ⎯ Cero tiempos muertos ⎯ Cero defectos achacables a un mal estado de los equipos ⎯ Sin pérdidas de rendimiento o de capacidad productiva debidos al estado de los equipos TPM emergió como una necesidad de integrar el departamento de mantenimiento y el de operación o producción para mejorar la productividad y la disponibilidad. En una empresa en la que TPM se ha implantado toda la organización trabaja en el mantenimiento y en la mejora de los equipos.
Desde la filosofía del TPM se considera que una máquina parada para efectuar un cambio, una máquina averiada, una máquina que no trabaja al 100% de su capacidad o que fabrica productos defectuosos está en una situación intolerable que produce pérdidas a la empresa. El TPM identifica seis fuentes de pérdidas (denominadas las “seis grandes pérdidas”) que reducen la efectividad por interferir con la producción: Fallos del equipo, que producen pérdidas de tiempo inesperadas. 2. Puesta a punto y ajustes de las máquinas (o tiempos muertos) que producen pérdidas de tiempo al iniciar una nueva operación u otra etapa de ella. Por ejemplo, al inicio en la mañana, al cambiar de lugar de trabajo, al cambiar una matriz o molde, o al hacer un ajuste. 3. Marchas en vacío, esperas y detenciones menores (averías menores) durante la operación normal que producen pérdidas de tiempo, ya sea por problemas en la instrumentación, pequeñas obstrucciones, etc. 4. Velocidad de operación reducida (el equipo no funciona a su capacidad máxima), que produce pérdidas productivas al no obtenerse la velocidad de diseño del proceso. 5. Defectos en el proceso, que producen pérdidas productivas al tener que rehacer partes deél, reprocesar productos defectuosos o completar actividades no terminadas
6. Pérdidas de tiempo propias de la puesta en marcha de un proceso nuevo, marcha en vacío, periodo de prueba, etc. . Es fundamental que el análisis sea realizado en conjunto por el personal de producción y el de mantenimiento, porque los problemas que causan la baja productividad son de ambos tipos y las soluciones deben ser adoptadas en forma integral para que tengan éxito. . Desde un punto de vista práctico, implantar TPM en una organización significa que el mantenimiento está perfectamente integrado en la producción. Así, determinados trabajos de mantenimiento se han transferido al personal de producción, que ya no siente el equipo como algo que reparan y atienden otros, sino como algo propio que tienen que cuidar y mimar: el operador siente el equipo como suyo. Supone diferenciar el mantenimiento en tres niveles: • El nivel de operador, que se ocupará de tareas de mantenimiento operativo muy sencillas, como limpiezas, ajustes, vigilancia de parámetros y la reparación de pequeñas averías La implantación de TPM
Nivel de técnico integrado. Dentro del equipo de producción hay al menos una persona de mantenimiento que trabaja conjuntamente con el personal de producción, es uno más de ellos. Esta persona resuelve problemas de más calado, para el que se necesitan mayores conocimientos. Pero está allí, cercano, no es necesario avisar a nadie o esperar. El repuesto también está descentralizado: cada línea productiva, incluso cada máquina, tiene cerca lo que requiere. • Para intervenciones de mayor nivel, como revisiones programadas que impliquen desmontajes complejos, ajustes delicados, etc., se cuenta con un departamento de mantenimiento no integrado en la estructura de producción. La implicación del operador en tareas de mantenimiento logra que éste comprenda mejor la máquina e instalaciones que opera, sus características y capacidades, su criticidad; ayuda al trabajo en grupo, y facilita compartir experiencias y aprendizajes mutuos; y con todo esto, se mejora la motivación del personal. Los pasos para desarrollar es cambio de actitud son los siguientes: Se busca limpiar la máquina de polvo y suciedad, a fin de dejar todas sus partes perfectamente visibles. Se implementa además un programa de lubricación, se ajustan sus componentes y se realiza una puesta a punto del equipo (se reparan todos los defectos conocidos) Una vez limpia la máquina es indispensable que no vuelva a ensuciarse y a caer en el mismo estado. Se deben evitar las causas de la suciedad, el polvo y el funcionamiento irregular (fugas de aceite, por ejemplo), se mejora el acceso a los lugares difíciles de limpiar y de lubricar y se busca reducir el tiempo que se necesita para estas dos funciones básicas (limpiar y lubricar). Fase 1. Aseo inicial. Fase 2. Medidas para descubrir las causas de la suciedad, el polvo y las fallas.
Fase 3. Preparación de procedimientos de limpieza y lubricación. Fase 4. Inspecciones generales. Se reparan en esta fase procedimientos estándar con el objeto que las actividades de limpieza, lubricación y ajustes menores de los componentes se puedan realizar en tiempos cortos. Conseguido que el personal se responsabilice de la limpieza, la lubricación y los ajustes menores, se entrena al personal de producción para que pueda inspeccionar y chequear el equipo en busca de fallos menores y fallos en fase de gestación, y por supuesto, solucionarlos. Se preparan las gamas de mantenimiento autónomo, o mantenimiento operativo. Se preparan listas de chequeo de las máquinas realizadas por los propios operarios, y se ponen en práctica. La estandarización y la procedimentación de actividades es una de las esencias de la Gestión de la Calidad Total. Se busca crear procedimientos y estándares para la limpieza, la inspección, la lubricación, el mantenimiento de registros en los que se reflejarán todas las actividades de mantenimiento y producción, la gestión de la herramienta y del repuesto, etc. La última fase tiene como objetivo desarrollar una cultura hacia la mejora continua en toda la empresa: se registra sistemáticamente el tiempo entre fallos, se analizan éstos y se proponen soluciones. Y todo ello, promovido y liderado por el propio equipo de producción. Fase 5. Inspecciones autónomas. Fase 6. Orden y Armonía en la distribución. Fase 7. Optimización y autonomía en la actividad.
IMPLANTACIÓN DE RCM Tiempo necesario El tiempo necesario para completar el programa varía de 2 a 3 años RCM se basa en analizar los fallos potenciales que puede tener una instalación, sus consecuencias y la forma de evitarlos. Qué es RCM RCM o ReliabilityCentredMaintenance, (Mantenimiento Centrado en Fiabilidad/Confiabilidad) es una técnica más dentro de las posibles para elaborar un plan de mantenimiento en una planta industrial y que presenta algunas ventajas importantes sobre otras técnicas. Inicialmente fue desarrollada para el sector de aviación, donde los altos costes derivados de la sustitución sistemática de piezas amenazaban la rentabilidad de las compañías aéreas.
El objetivo de RCM y tipos de acciones preventivas que propone Los dos objetivos fundamentales de la implantación de un Mantenimiento Centrado en Fiabilidad o RCM en una planta industrial son aumentar la disponibilidad y disminuir costes de mantenimiento. El análisis de una planta industrial según esta metodología aporta una serie de resultados: Las acciones preventivas que propone RCM son de al menos cinco tipos distintos:
Tareas de mantenimiento, que agrupadas forman el Plan de Mantenimiento de una planta industrial o una instalación. Procedimientos operativos, tanto de Producción como de Mantenimiento El proceso de análisis de fallos en el que se fundamenta el RCM El mantenimiento centrado en fiabilidad se basa en el análisis de fallos: se analizan tanto aquellos que ya han ocurrido como los que tienen cierta probabilidad de ocurrir y pueden tener consecuencias graves. Durante el proceso de análisis debe contestarse a seis preguntas claves para cada sistema que compone la planta: 1. ¿Cuáles son las funciones y los estándares de funcionamiento en cada sistema? 2. ¿Cómo falla cada equipo y cada sistema en su conjunto? 3. ¿Cuál es la causa de cada fallo? 4. ¿Qué consecuencias tiene cada fallo? 5. ¿Cómo puede evitarse cada fallo? 6. ¿Qué debe hacerse si no es posible evitar un fallo? Modificaciones o mejoras posibles. Definición de una serie de acciones formativas realmente útiles y rentables para la empresa. Determinación del stock de repuesto que es deseable que permanezca en planta para afrontar con eficacia el mantenimiento de ésta.
La metodología en la que se basa RCM supone ir completando una serie de fases para cada uno de los sistemas que componen la planta, a saber: Fase 0: Codificación y listado de todos los subsistemas, equipos y elementos que componen el sistema que se está estudiando. Recopilación de esquemas, diagramas, etc. Fase 1: Estudio detallado del funcionamiento del sistema. Listado de funciones del sistema en su conjunto. Listado de funciones de cada subsistema y de cada equipo significativo integrado en cada subsistema. Fase 2: Determinación de los fallos funcionales y fallos técnicos Fase 3: Determinación de los modos de fallo o causas de cada uno de los fallos encontrados en la fase anterior Fase 4: Estudio de las consecuencias de cada modo de fallo. Clasificación de los fallos en críticos, importantes o tolerables en función de esas consecuencias Fase 5: Determinación de medidas preventivas que eviten o atenúen los efectos de los fallos. Fase 6: Agrupación de las medidas preventivas en sus diferentes categorías. Elaboración del Plan de Mantenimiento, lista de mejoras, planes de formación y procedimientos de operación y de mantenimiento Fase 7: Puesta en marcha de las medidas preventivas La contratación externa de la implantación de RCM y el proceso de implantación Rara vez la implantación de RCM se realiza con personal propio. Es más habitual contratar el servicio con una consultoría especializada en la implantación de RCM o con una empresa de mantenimiento generalista que ofrezca este servicio. En general, la empresa contratista del servicio proporciona la metodología de trabajo, cierto material (libros, manuales, software, formatos, etc.) y un facilitador, que es la persona que dirige todo el proceso