Download
1 / 7
• 110 likes • 396 Views
DESIGN FAILURE MODE EFFECTS ANALYSIS (DFMEA) PURPOSE OF DFMEA. Identify , quantify , and reduce design risk (especially for critical systems) Provide a traceable document for making design decisions Prioritize which design activities to pursue next

E N D
DESIGN FAILURE MODE EFFECTS ANALYSIS(DFMEA)PURPOSE OF DFMEA • Identify, quantify, and reduce design risk(especially for critical systems) • Provide a traceable document for making design decisions • Prioritize which design activities to pursue next • NOTE: A DFMEA is not a one meeting activity(It needs to evolve with the product)
DFMEA INPUTS • Product Design Requirements • List of Specifications • Legal and technical regulations • Bill of Materials (BOM) and Specific Hardware • List of components • Components and/or samples as supplied by the customer • Product Definition • Drawings, sketches, animations, and simulations • Description of systems and components • Previous Experience • Experience with similar concepts, designs, and DFMEA • Customer and supplier inputs • Design guides and design standards (for example ASME codes)
DFMEA OUTPUTS • Risk Priority Number (RPN) • RPN = (Severity) x (Occurrence) • Systems/components with high RPNs represent high risk items. • Select/Define Remedial Actions based on design risk (where to focus additional development/implementation work)
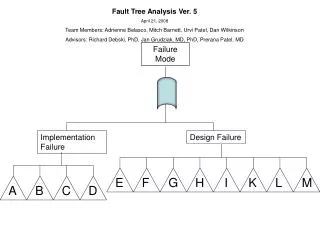
DFMEA METHODOLOGY • (1.) List components, subsystems, and/or functions • Start with the system, then subsystems, and finally components • (2.) Document symptoms of failure • How could the design potentially fail to meet the design intent • Consider all types of failure (normal operation, start up, shut down, maintenance, user experience) • (3.) Document the potential effects of failure • How would the design potentially fail to meet the design intent. • Some symptoms may have multiple effects (make an entry for each)
DFMEA METHODOLOGY: (CONTINUED) • (4.) Document potential causes and mechanisms of failure • Failure causes and mechanisms are an indication of design weaknesses • Potential failure modes are the consequences of the failure causes • A single failure mode may have multiple failure mechanisms • Don’t be afraid to identify as many potential causes as you can • (5.) Rate the severity of the failure effect (linked to the effects) 4 = Catastropic– failure causes substantial damage to the product itself or related items (including people), requiring remanufacturing3 = Critical – failure causes significant damage to the product itself or related items, requiring repair of existing components 2 = Marginal – failure causes some damage to the product itself or related items, but limited operation is still possible 1 = Negligible – failure causes no significant damage but could be a nuisance to the operator/user
DFMEA METHODOLOGY: (CONTINUED) • (6.) Rate the occurrence of the failure5 = Very Probable – observed every time4 = Probable – observed most times3 = Occasional – observed multiple times during the project2 = Remote – observed once or twice during the project1 = Improbable – could be predicted to occur after hand-off • (7.) Calculate the RPN of each potential failure effect • RPN = (Severity) x (Occurrence) • What are the highest RPN items? • (8.) Classify failures by RPN • (9.) Select and describe remedial actions • These could be design changes, tests, or revised operation procedures
DFMEA METHODOLOGY: (CONTINUED) • (10.) Assign remedial actions • (11.) Reassess severity/occurrence of anticipated failures and update RPN values Notes: Revise your DFMEA frequently! Make your DFMEA an ongoing instructor/team meeting item. Document your design changes and the rationale behind them.