Download
1 / 25
250 likes | 262 Views
Detailed update on production status at LNF, focusing on chamber differential and integral closing rates, reasons for delays, wire tension, HV-bar issues, panel winding rates, and upcoming production schedules.

E N D
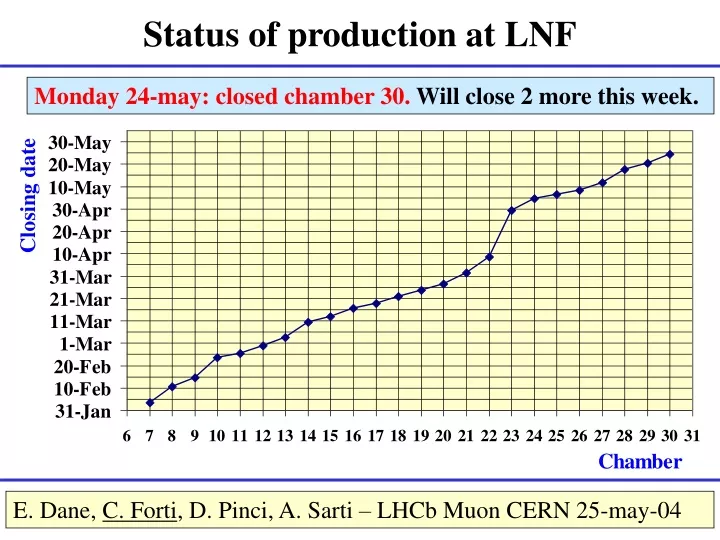
Status of production at LNF Monday 24-may: closed chamber 30. Will close 2 more this week. E. Dane, C. Forti, D. Pinci, A. Sarti – LHCb Muon CERN 25-may-04
Reasons of delay For some time the company producing the cathodes did not send the FR4 foils with cathode pads to the Internormal. In 2 periods: 7-16 Apr. and 27 Apr. 5-May we winded only ground panels (layers L1 and L3) and could not close chambers. HV-bars drawing current: from 15-Apr we found panels drawing current during the HV test. The possible cause was a set of HV-bars with much humidity in their plastic bag. They were cured by heating (under infrared lights) and, if needed, removing the conformal coating and cleaning them. Then we started a systematic check of all HV-bars. We found a panel with tested HV-bars drawing current: we investigated the wire under the microscope but did not find a systematic difference between samples from good vs. bad panels.
Observation of wire from one panel drawing current We found a panel with tested HV-bars drawing current: we investigated the wire under the microscope but did not understand much. gold removed
Observation of last 6 spools received All samples seem OK
Wire tension In panels with smaller <T> : wires have been glued at smaller tempe- rature and/or wires have been cut too soon ( after ~12 hrs) We reached the goal s < 2 g We have increased the power of heating lights and fresh gas was put in the clean room conditioning system
Fraction of substituted wires 113 panels of chambers 6-35 < 1 per mil
HV test 100 panels of chambers 6-30
B higher Uniformity test: currents in gaps and bi-gaps C>>D The uniformity between different gaps of a same chamber and of different chambers is improving compared to cham 1-10 CD OK In chamber 22, gap B draws ~ 50% more current 320 vs. 220 nA
C Effect of brass bars ch 22 (C,D) Chamber 22 gaps C,D The 3 brass bars put below the chamber as support, produce a visible effect on gap currents D
>95% in range (0.8 – 1.25) G0 14 chambers rejected less than 4 gaps OK N. of goodgaps in each chamber (1-25) >90% in range (0.8 – 1.25) G0 8 chambers rejected less than 4 gaps OK
>95% in range (0.8 – 1.25) G0 4 chambers rejected: 1,2,4,5 less than 2 bigaps OK N. of goodbi-gaps in each chamber (1-25) >90% in range (0.8 – 1.25) G0 2 chambers rejected: 4 and 5 less than 2 bigaps OK
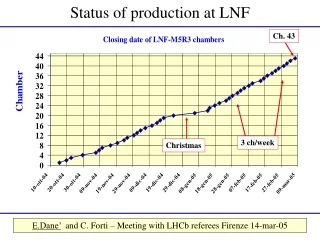
End of M3R3 production (52+2 chambers) End M3R3: 30-jul / 16-aug Start M5R3 in September
End of M3R3 production (216 wired panels=54 chambers) End M3R3 calculated from winding rate: 30-jul / 21-aug
LNF production schedule (updated 24-may-04, ch. 30) (52+2) M3R3 + 52 M5R3 + 52 M1R4 + 125 M1R3 = 283 Holidays: 2 weeks (Christmas) + 1w Easter + 4w August = 7w End prod. = Plan: 15-mar-06 Extrapolation: 26-jun-06
Conclusions • Wire tension: • reached the goal s < 2 g • 2. <T> smaller in 4 panels temperature in winding machine increased. • Wire pitch: never found a wire out of specs (<1.9 or >2.1 mm) • Other procedures are stable and OK: wire soldering machine, panel • preparation, WTM, HV test, chamber assembly. • We are investigating the cause of some panels drawing current even if • HV-bars. May be the wire is dirty ? It gets dirty during soldering procedure ? Chambers produced up to now: one chamber (N.3) leaks. Uniformity test: 4 chambers (1,2,4,5) with bi-gaps area < 95% in range (0.8 – 1.25) G0 we will build 2-4 more M3R3 chambers. Cosmic ray stand, nearly ready, will allow soon to switch on 6 chambers together for a ~2 weeks conditioning
HV test 100 panels of chambers 6-30
HV and ground connections check Altough the beam flux has a 15 cm diameter, the system can give very precise information A 2.75 cm pad disconnected from ground A wire pad (13 wires x 2 mm pitch) disconnected from HV
Gap C Gap D Chamber 12 A bent panel between gaps C and D provides this situation: the gain in the gap C and D not uniform... What about efficiency, time resolution and cluster size? ... to be investigated with test beam or cosmic rays... ... while the gain of the Bi-Gap CD is rather flat. Bi-gap CD