Download
1 / 19
190 likes | 375 Views
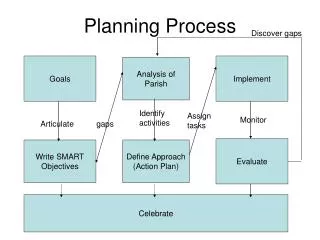
Using Datums for Economic Process Planning. Dr. R. A. Wysk IE550 Fall 2008. Process Planning . Single datum planning Multiple datum plans. Process Tolerance Chart. Process Boundary Matrices.

E N D
Using Datums for Economic Process Planning Dr. R. A. Wysk IE550 Fall 2008
Process Planning • Single datum planning • Multiple datum plans
Process Tolerance Chart • Process Boundary Matrices Values in Process Tolerance Charts typically represent the BEST attainable values. They also represent single-feature relationships. We refer to these intra-feature process planning.
+ .005 - .0 4.0 + .005 - .005 2.0 128 A Example #1 - The simplest case; single datum, single feature A 2” piece or bar stock needs to be “faced” so that the required length and surface finish can be obtained.
Solution: In checking the work piece, datum -A- becomes the reference plan for the length, 4.0 . The OD accuracy is obtained at the rolling mill, and no OD turning is required. The length needs to be faced to final dimension. + 0.005 - 0.0
Oper. Description Machine Tool 10 Retrieve 2’’ Bar Warehouse -- 20 Cut to 4.25’’ length Cut-off saw -- 30 Face backside (remove Lathe Facing tool 1/8 ‘’ stock) 40 Flip and face front-side Lathe Facing tool 50 Remove and inspect -- -- Process Plan-Example #1
5 .005 + .005 - 0 4 + 0.01 - 0 2.0 A Example #2 -- Single datum; 2 features. 1.0 .005 Sort of like Example #1 but with a 2nd feature related to the same datum -A-.
Solution: - 4” segment is the same as in Example #1 -Addition segment requires that: -OD is reduced to 1” -Length needs to be reduced to 5 .005
C23 C12 C4 M12 M13 A The General Case and Notation. Cij is part specification or Constraints Mij is Manufacturing method were i is the datum feature, and j is the surface produced
From the part, you can see that C12 @ M12 This reads, “C12 comes directly from process M12 (our facing operation).” Also from the drawing, one can see that TC23 = TM12 + TM13 This reads, “the tolerance for feature C23 can be as large as the sum of the tolerance for producing M12 and the tolerance for producing M13” Tolerance Stacking
Notation: subscript m implies minimum M implies maximum C23m = -M12M+ M13m Let’s suppose Then TM12 = .005 TC23 = TM12 + TM13 .010 = .005 + TM13 TM13 = .005
If a negative value results then the process specification is unfeasible Since C23m = - M12M + M13m .995 = -4.005 + M13m 5.000 = M13m Set the process specifications for M13at 5.000 - 5.005
Example #4 4 .008 2 holes .250 .010 Ø .008 C A B M + + + 2.0 .01 1 B 1 1 1 Raw Material 4’’ x 2’’ x .5’’ A M Ø .01 C A B .5 .01 C .750 .010 All hole features are specified with respect to datums A-B-C and can be treated as intra-feature entities.
Example #5 .750 .010 .250 .010 B .008 C D E .01 C D E M M .5 1 1 .25 MAX + .75 D .25± .01 A .5 ± .01 2 holes E .25±.01 .50 ±.01 C C23 M12 Raw Material 4’’ x 2’’ x .5’’ M13 M14 M15
C12@ M12 TC12 = ± .01 TC23 = TM12 + TM13 C23m = -M12M + M13m .008 = -.51 + M13m From .518 = M13m TC23 = TM12 + TM13 .008 = .01 + TM13 TM13 < 0 infeasible We need to position w.r.t -E-