Download
1 / 14
140 likes | 243 Views
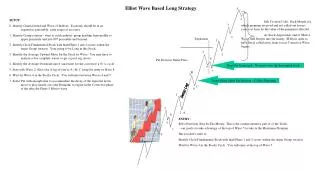
Failure of Original TF Inner Leg Assembly C Neumeyer 4/10/3. February 14, 2003: Following our morning “test shots”, the first plasma attempt of the day resulted in a loud bang (heard on the control room audio monitors) accompanied by a plume of smoke (visible on the control room video monitors).

E N D
February 14, 2003: Following our morning “test shots”, the firstplasma attempt of the day resulted in a loud bang (heard on thecontrol room audio monitors) accompanied by a plume of smoke(visible on the control room video monitors). Test Shot Failed Shot
Target level was 53.4kA which produces Bt=4.5kG • Fault occurred just prior to flat top as the current passed 50kA • Several protective devices tripped within milliseconds.... - TF power supply fault detector section overcurrent, • - TF Analog Coil Protection (ACP) overcurrent, • - TF Rochester Instrument System (RIS) overcurrent, • - TF ground fault current relay.
Initial inspection revealed that one of the TF “flags” on the bottom end of the machine was displaced radially by about 1 inch TF Flags
Subsequent inspection revealed the extent of the damage Peak Damage Region Mating Flags
PEAK DAMAGE AREA Start & Finish Leads (DV = 1kV) Peak Damage Area
Fault Scenario • An open circuit fault (the flag joint opening up) led to multiple turn-to-turn and turn-to-ground faults (to the hub and umbrella assemblies) at or near the high-voltage terminals of the TF circuit. • Spike of fault current from the power supply shunted the coil inner/outer leg assembly. • Once the power supply tripped, the current spike decayed. • This was followed by an L/R decay of the coil current as the coil released its stored energy. The L/R decay can be modeled by fault with V=125V and R=500. • The energy dissipated in the arc was of order 1.4MJ. Spike Current Coil Current
Current Decay Waveshapes Normal vs. Fault L/R Decay Curve Fit to Fault Model Varc=125V Rfault=500 Other “glitches” in current decay are explainableby mutual coupling to OH power supply circuit along power cable run
MECHANICAL/ELECTRICAL FAILURE OF JOINT Hub Assembly TF Bundle TF Flag Preload (bolts) Hub Assembly Shim EM Load “Keensert[tm]”
HISTORY OF TF OPERATIONS • Approx. 7200 Shots mainly at 3kG, 4.5kG • Limited number at 6kG 6.0kG 4.5kG 3kG FAULT
TF Pulse Spectrum 3kG 4.5kG 6.0kG Max I2T = 5.46x109 A2-sec, T = 65oC Rated I2T = 6.5 x109 A2-sec, T = 80oC
PRECURSORS Evidence of a problem surfaced after ‘02 run period Also, loose bolts and broken inserts were discovered
RESPONSE TO PRECURSORS • Corrected Various Defects • Resurfaced non-planar flag faces and chamfered bolt holes (bottom) • Improved bolt washers and bolt retention (top and bottom), • Retorqued bolts (top and bottom) and replaced 4 “keenserts” with “tap-lok” inserts (bottom), • Replaced G-10 flag shims with inflatable epoxy shim design (top and bottom) • Initiated more detailed FEA • Returned to 4.5kG limit • Initiated more regular inspections Shim Too Little, Too Late
FACTORS LEADING TO FAILURE • Design Factors • hub stiffness not adequate to react moment • communication of load from flag to hub uncertain with G10 shims • bolt thread and shoulder engagement too small • bolts necked down too far at threads, not enough on shaft • dual shear/preload function of bolts • lack of feature to facilitate joint resistance measurement w/o disassembly • Quality Factors • frequent manual reworking of contact surfaces • non-planar flag surfaces • shoulder bolt concentricity • Operational Factors • monitoring of joint integrity too infrequent, too imprecise ALL OF THESE FACTORS HAVE BEENADDRESSED IN THE NEW DESIGN