Download
1 / 18
180 likes | 322 Views
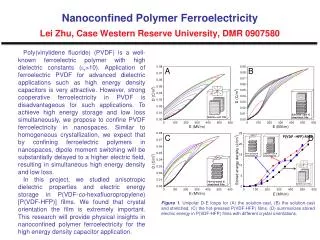
High Production Rate Tooling Case Western Reserve University David Schwam John F. Wallace. Castings for Improved Defense Readiness NADCA DMC February 2008 Chicago, IL. Objectives.

E N D
High Production Rate ToolingCase Western Reserve UniversityDavid SchwamJohn F. Wallace Castings for Improved Defense Readiness NADCA DMC February 2008 Chicago, IL
Objectives • Production rate determines profitability of metal mold processes. Increasing production rate is therefore a high priority, boosting profits and competitiveness. • A key aspect of increased production rate is shorter cycle times by faster removal of heat from the casting. • Advances in modern die steels should allow more aggressive use of cooling line size and distance from the cavity. • The project will evaluate effectiveness of new cooling line design and provide guidelines that account for higher strength and toughness of advanced die steels.
Needs & Benefits Benefits to: • DoD • Shorter production lead times and lower cost parts for DoD weapon systems • Industry • Increased profitability and competitiveness of metal mold casting industry
Process Specifications IN SIMULATION THIS OCCURS AT THE SAME TIME. Spray time is: (5) Seconds on large inserts (3) seconds on cores Some additional time: (5) seconds blow off (2) seconds wait
Cover Cores Green shows cooling line bubblers in cores. Material Water Cover Side Cooling Lines – V4 Oil lines 157 ºC (300 –325 ºF) Flow rate of 0.34 m3/hr (1.5 gal/min) HTC of 500 W/m2K Water line run at 20 ºC Flow rate of 0.7 m3/hr. (3.0 gal / min) HTC of 5500 W/m2K Shot tip - HTC of 10000 W/m2K Cover cooling lines. Material - Oil Shot Tip cooling Material – Water Not shown Die Steel initial temp 300 ºC (600 º F)
Ejector Side Cooling Lines V4 Green shows cooling line bubbler in ejector inserts. Material Water Oil lines 157 ºC (300 –325 ºF) Flow rate of 0.34 m3/hr (1.5 gal/min) HTC of 500 W/m2K Water line run at 20 ºC Flow rate of 0.7 m3/hr. (3.0 gal / min) HTC of 5500 W/m2K Ejector Runner block cooling lines. Material - Water Ejector cooling lines. Material - Oil Die Steel initial temp 300 ºC (600 º F)
Current Design A= 0.87” B= 0.69” Section Though Die Cover core bubbler lines. Cover die cooling lines A 0.30” COVER SIDE EJECTOR SIDE Thermocouple placed in center of the part spaced ½ way between the cores (length wise). 0.50” B Ejector die bubbler lines. Ejector die bubbler lines.
Part during solidification V4 (open die at 30 sec.)Click on image
Section though the die steel during solidification V04Click on image
Thermocouple Result During Cycle V04 At 30 seconds thermocouple is 545.6 C
Cover Cores Green shows cooling line bubblers in cores. Material Water Cover Side Cooling Lines – V5 Oil lines NONE Water line run at 20 ºC Flow rate of 0.7 m3/hr. (3.0 gal / min) HTC of 5500 W/m2K Shot tip - HTC of 10000 W/m2K Cover cooling lines. Material - Water Shot Tip cooling Material – Water Not shown Die Steel initial temp 150 ºC (300 º F)
Ejector Side Cooling Lines - V5 Green shows cooling line bubbler in ejector inserts. Material Water Oil lines NONE Water line run at 20 ºC Flow rate of 0.7 m3/hr. (3.0 gal / min) HTC of 5500 W/m2K Ejector Runner block cooling lines. Material - Water Ejector cooling lines. Material - Water Die Steel initial temp 150 ºC (300 º F)
Section Though Die Cover core bubbler lines. Modified Design A= 0.50” B= 0.50” Cover die cooling lines A 0.30” COVER SIDE EJECTOR SIDE Thermocouple placed in center of the part spaced ½ way between the cores (length wise). 0.50” B Ejector die bubbler lines. Ejector die bubbler lines.
Thermocouple Result During V05 • V5 was run with these conditions. • Initial Die Steel initial temp 150 ºC (300 º F) • A and B dimensions changed to 0.500 • A & B lines run with water. 23.9 sec
V04 with Oil V05 with water TC = 545.6 C @ 30 sec TC = 545.6 C @23.9 sec Predicted cycle time reduction: 6.1/30=20% Oil (V04) vs. Water (V05) Comparison
Project and Implementation Plan • Fabricate and test die casting inserts with larger cooling lines and/or closer to the casting. • Monitor production of parts and determine new cycle time. • Evaluate effect of modified cooling line system on die life. • A good baseline for the study is available from extensive database of previous production. • Results will be disseminated through NADCA meetings, NADCA publications for industry, and the Metalcasting Congress
Acknowledgements • AMC’s Castings for Improved Defense Readiness program is sponsored the Armaments Research and Development Engineering Center, Picatinny, NJ and Benet Laboratories, Watervliet, NY. • The support of St. Clair Die Casting is gratefully acknowledged.
High Production Rate Tooling DLA - POC: Dan Gearing (daniel.gearing@dla.mil, 703-767-1418) Warfighter Relevance: Increased productivity of metal mold components for weapon systems • Problem: High cycle times in the production of metal mold castings • Objective: Evaluate advanced cooling techniques for casting dies in order to reduce cycle times for metal mold castings • Benefits: 10% reduction in cycle time associated with the production of a die casting • Reduced production lead time • Improved productivity • Reduced operating costs • Partners: • Case Western Reserve University, NADCA, St. Clair Die Casting, Premier Tool & Die Casting • Milestones / Deliverables • Revised guideline for cooling line placement • Transition Plan • The revised guidelines will be added to the NADCA Die Cooling Systems Engineering Course and accompanying text