Download
1 / 22
240 likes | 379 Views
Commercial Application of an innovative membrane bioreactor for waste water treatment at Glanbia Ingredients Ltd. Ballyragget Site Presented by: Karen Kennedy. Product Portfolio 2001. Butter 32,833 Cheese 14,628 Rennet Casein 9,845 Acid Casein 6,097 Lactose 16,922

E N D
Commercial Application of an innovative membrane bioreactor for waste water treatment at Glanbia Ingredients Ltd. Ballyragget SitePresented by: Karen Kennedy
Product Portfolio 2001 • Butter 32,833 • Cheese 14,628 • Rennet Casein 9,845 • Acid Casein 6,097 • Lactose 16,922 • Whey Powders 25,386 105,711 Tonnes
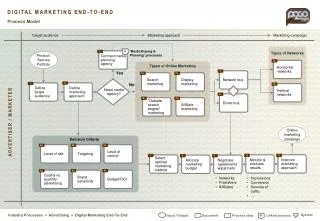
Development of the New Process Technology • Glanbia was faced with two major challenges following the issue of our IPC Licence in December 1998. • i. Following the merger of the Avonmore Foods Plc. and Waterford Foods Plc. to form Glanbia Group, it was decided to close the Dungarvan site and process up to 60% additional milk and whey on the Ballyragget site. At the same time, the emission limit values in the new IPCL were being reduced. • The type of emission values outlined in this license could not be delivered by conventional technology. • Glanbia carried out research on what technology was available in the latter half of 1998 with the objective of upgrading its waste water treatment plant for the 1999 peak season.
OPTIONS CONSIDERED FOR PLANT EXPANSION • Remain with proven conventionaly technology • Extend existing biotower, increase clarification capacity • Or deviate from the norm and rewrite the rules of water treatment.
Waste Water Treatment • Inputs • Milk per annum - 201M gallons • Whey per annum - 203M gallons • Outputs520 million Gallons Wastewater To Be Treated • 490 million Gallons Treated Permeate To River Nore • 3.5 million gallons of Sludge
Waste Minimisation: Delactosed Permeate
Acid Whey Acid Whey Wash Water Rennet Casein UO P RO1 Gemini 800-850m3/day Diverted from effluent to Cooling Line <50mg/l COD RO2 P P UF3 UF2 R 100m3/day Off Site Treatment P R Lactose WPC Waste Minimisation: Whey Gemini Plant
Recycled as Boiler Feed Make Up Water RO Polisher 100m3/hr Recover & use as pre-rinse for membrane CIP 5 Evaporators Retentate to Effluent PreRinse in Whey CIP’s, evaps, tanks, silos etc. General Cleaning Waste Minimisation: 2nd Stage Condensate Polishing
OPTION CHOSEN • To expand treatment capacity from 15,000Kgs COD to 30,000kgs/Day, 2 limiting factors: • Oxygen Transfer in aeration basin • And the inability of settlement in final clarifiers at MLSS above 2,000. • Solution – Suprafilt fine bubble air diffusers and Kubota membranes. • Operating now at 8,000 mg/l MLSS in the oxidation ditch
BOD Reduction BOD OUT BOD IN 20,000kg/day Conventional Technology 98.6% Kubota Technology 99.5% WWTP
Out Treated & disinfected effluent Waste Sludge (to further treatment) Air in Principle of Operation In Screened Effluent ex oxidation Ditch
Specific Innovative Elements The Kubota membrane bioreactor is essentially a high MLSS activated sludge process where the Kubota membrane treatment units are submerged within the extended activated sludge tanks. Typically, the activated sludge is maintained in the range 15 – 20,000 mg/l MLSS.
Specific Innovative Elements In operation, the treated effluent through the membrane units is controlled by available gravity head (typically 1 – 1.5 metres). The number of units installed is dependant on the maximum flow rate required. The plant at Ballyragget comprises 74 packs for a guarantee flow rate of 7,300 m3 per day. However, it is hoped that flow rates of 9,0003 per day will be achieved.
The Filtration Spectrum 0.4 microns
Improvements in Suspended Solids 1999 2000
Improvements in Biological Oxygen Demand 1999 2000
Improvements in Ortho P 1999 2000
WWTP Flow Preliminary treatment: - Screen - DAF - Biofilters Denitrification tank Feed 7-9000 m3/d ExistingOxidation ditch (13000 m3) 16 t/d BOD Recycle/return sludge Future capacity Existing settlement tanks Re-use Outfall to river Kubota membrane units
Energy Requirements for new plant • Upgrading and Expansion of the Treatment plant cost IR£3 Million, with the Kubota membranes costing IR£1.6 Million and the installation of a new aeration system, Suprafilt Fine bubble diffusers. • Aerzen fine bubble diffusers – 50-60% increase in Oxygen Transfer when compared with surface rotors. • Energy usage. • Conventional plant would not achieve the 10:15, BOD:SS standard
Operational Difficulties Encountered • 150% Of design airflow was required to maintain flux. • No Standby blower. • Membrane scaling incidents. • Membrane sliming. • Sludging between membrane plates, reduces flux. • Wear on plates.