Download
1 / 32
540 likes | 2.03k Views
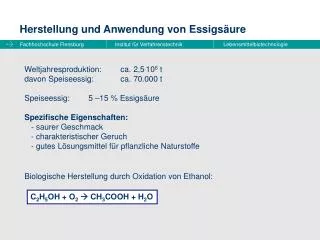
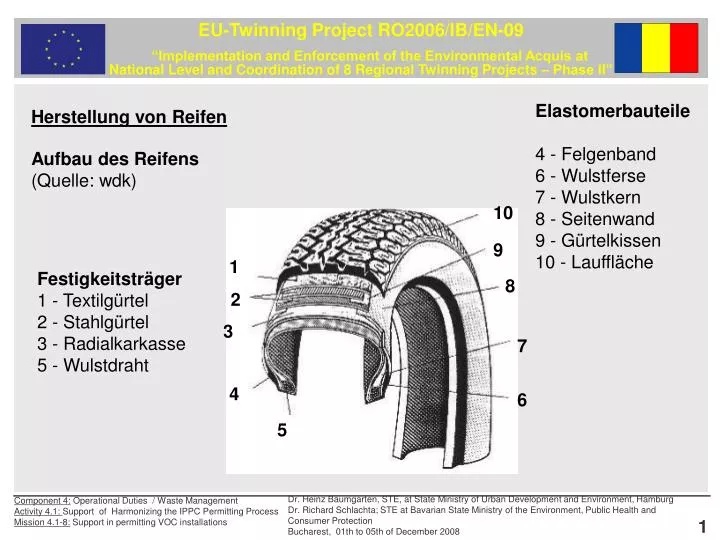
Elastomerbauteile 4 - Felgenband 6 - Wulstferse 7 - Wulstkern 8 - Seitenwand 9 - Gürtelkissen 10 - Lauffläche. Herstellung von Reifen. Aufbau des Reifens (Quelle: wdk). 10. 9. 1. Festigkeitsträger 1 - Textilgürtel 2 - Stahlgürtel 3 - Radialkarkasse 5 - Wulstdraht. 8. 2. 3. 7.

E N D
Elastomerbauteile 4 - Felgenband 6 - Wulstferse 7 - Wulstkern 8 - Seitenwand 9 - Gürtelkissen 10 - Lauffläche Herstellung von Reifen Aufbau des Reifens(Quelle: wdk) 10 9 1 Festigkeitsträger 1 - Textilgürtel 2 - Stahlgürtel 3 - Radialkarkasse 5 - Wulstdraht 8 2 3 7 4 6 5
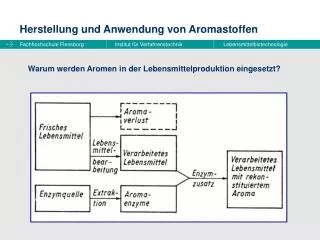
Durchschnittlicher Materialanteil in Pkw-Reifen • Rohstoff Mischungsanteile (kg) • Synthesekautschuk 2,145 • Naturkautschuk 1,547 • Ruß 1,654 • Silica 0,867 • Schwefel 0,117 • Zinkoxid 0,134 • Weichmacheröle 0,547 • Stearinsäure 0,094 • Beschleuniger 0,091 • Alterungssschutzmittel 0,145 • Altgummi-Granulat 0,037 • Stahlcord 1,011 • Textile Festigkeitsträger 0,412 • Quelle: „Life Cycle Assessment of an average European Car Tyre”, Third Party Report, BLIC
Quelle: wdk Lösemittelrelevante Arbeitsschritte Bereits lösemittelfreie Arbeitsschritte
Aufbau der Anlage: • Vorproduktion: Herstellung der Gummilagen (Extruder, Kalander); häufig werden die Gummimischungen fertig angeliefert • Rohreifenherstellung • Vulkanisation • Endkontrolle • Lösemitteleinsatz in der Anlage: • Verwendung einer Gummilösung in Benzin (Aromatengehalt: <1%, benzolfrei, Siedebereich: 100 – 160 °C) an verschiedenen Stellen des Produktionsprozesses zum Anlösen der zu verabeitenden Gummischicht und zum Verkleben mit darauffolgenden Schichten verwendet. • Herstellung einer Gummilösung in einem Mischer Lagerung in Tanks. Befüllung der Tanks mittels Gaspendelungstechnik. • Insbesondere bei der Rohreifenherstellung Verwendung der Benzin/Gummilösung: • - Auftrag der ersten Gummischicht auf Form • Nach Ablösung der Karkasse • Bei der Profilherstellung: Flügelseiten des Profilbandes • Bei der Verarbeitung Metallkord, Karkasse und Lauffläche: zur Entfernung der vorher aufgetragenen Stearat-Schicht
Übersicht zum Einsatz von organischem Lösungsmittel (Quelle: wdk) • Bei den der Extrusion (4) nachgeschalteten Vorgängen, wie das Aufbringen der Unterplattenlösung (4.1), das Auftragen der Farbcodierung (4.3), das Ablängen (4.4) und das Spleißen (4.5) • Zum Teil beim Stahlcord-Zuschnitt (10) • Der der Wulstkernherstellung nachfolgenden Verbesserung der Adhäsionsfähigkeit (11.4) • Dem Auffrischen von Halbzeugen beim Reifenaufbau (12.1) • In wenigen Fällen in der Sprühkabine (13) • Beider Nachbehandlung (Schwärzen, 16.1, und Abwaschen von Markierungen 16.2)
VOC-Emissionen bei der Gummimischungsherstellung (Kneter) • Ethanolemissionen bei der Herstellung von Silicamischungen aufgrund stofflicher Umwandlung im Kneter • Das im Verarbeitungsprozess entstehende und emittierende Ethanol ist bei der Bestimmung der diffusen Emissionen mit zu berücksichtigen. Die Tatsache, dass bei diesem Teilprozess keine oder nur geringe organische Lösemittelmengen eingesetzt werden, spielt keine Rolle, weil im Hinblick auf die Gesamtemissionsbegrenzung (Ziffer 17.1.1), bzw. auf die Begrenzung diffuser Emissionen (Ziffer 17.1.3) das in der gesamten Anlage zur Umwandlung von Kautschuk eingesetzte organische Lösemittel als Bezugsgröße zu Grunde zu legen ist. • Auch die bei der Verarbeitung entstehenden und emittierenden Stoffe sind, soweit sie dem Begriff VOC entsprechen (z. B. Ethanol), als Emissionsstoffströme O1 und O4 in der Lösemittelbilanz zu berücksichtigen.
Vulkanisation: • Vulkanisation in Pressen bei ca. 180 – 200 °C. • Absaugung der Reifenaufgabe nach dem Pressen abgesaugt (Abwurfzone). • Absaugung der Hallenluft Achtung:Auch hochsiedende organische Lösemittel (wie z.B. Weichmacheröle bei der Umwandlung von Kautschuk), die bei höheren Temperaturen eingesetzt werden – wie bei den Vulkanisationspressen – können unter die VOC-Richtlinie fallen, wenn der Dampfdruck bei den Verarbeitungsbedingungen ≥ 0,01 kPa beträgt!
Übersicht der Emissionen (Quelle BIPRO): *) Halbstundenmittelwerte **) ohne Lösungsmittel; Abgase bestehen überwiegend aus Kohlenwasserstoffen
Übersicht zu Maßnahmen der deutschen Reifenindustrie zur Reduktion der Lösemittelemissionen • Durch Prozessoptimierung sind Lösemittel beim Trennmittelauftrag (Sprühkabine, 13) bereits zu einem großen Prozentsatz weggefallen. • Wegfall von Benzin als Schneidhilfe beim Ablängen der Laufstreifen (4.4) zu einem großen Teil • Je nach Herstellungsverfahren Verzicht auf die Unterplatten-Lösung verzichtet. • Zur Verminderung des Lösemitteleinsatzes beim Reifenaufbau (Auffrischen) Einsatz von Benzintöpfen, die über spezielle Verschlussmechanismen verfügen und nur auf Druck mit der Quaste hin ihren Inhalt freigeben.
Weitere zukünftig geplante Maßnahmen (Quelle: wdk) • Weitere Reduktion des Verbrauchs an Unterplattenlösung (Nr. 4.1) mit Hilfe von Co-Extrusion bzw. Aufbringen einer lösemittelfreien Klebeschicht • Ersatz der zur Farbcodierung verwendeten Lösemittel (4.3) langfristig durch Farben auf Wasserbasis • Weitere Reduktion der Lösemittelemissionen bei der „Schneidhilfe“ beim Ablängen der Laufstreifen (Nr. 4.4) durch Umstellungen der jeweiligen Schneidesysteme z.B. mit mit beschichten Messern, Wasserschnittechnik, High-Speed-Cutting und Guillotine-Systemen (Anwendung der jeweiligen Systeme hängen ab von den technischen Voraussetzungen der Hersteller)
Weitere zukünftig geplante Maßnahmen (Quelle: wdk) • Weitere Verringerung des Einsatzes der Stoßlösung (Nr. 4.5) wegen sicherheitsrelevantem Prozessschritt nur noch in begrenztem Umfang möglich. Zur Erreichung einer weitergehenden Reduktion des Lösemittelverbrauchs Umstellung der Mischungskonzepte erforderlich (Erzielung der zum Spleißen notwendigen Klebrigkeit mit geringerem Lösemitteleinsatz erforderlich). Da in der Regel keine zeitgleiche Produktion der einzelnen Reifenbauteile möglich -> langfristige Forschungs- und Entwicklungsarbeit zur Aufrechterhaltung der Klebrigkeit der Mischung notwendig (Freigaben der Automobilhersteller erforderlich). • Lösemittelreduktion beim Zuschnitt des Stahlcordes (Nr. 10) durch Umstellung der Schneidesysteme • Zur weiteren Reduktion des Lösemitteleinsatzes bei der Behandlung der Wulstkerne mit Klebelösung (Nr. 11.4) -> langfristige Änderung der firmenindividuellen Mischungskonzepte zur Erzielung einer höheren Klebrigkeit erforderlich
Weitere zukünftig geplante Maßnahmen (Quelle: wdk) • Zentraler Schritt in der Reifenfertigung: Zusammenfügen der einzelnen Bauteile an der Reifenaufbaumaschine (Nr. 12). Sicherheitsanforderungen an das fertige Produkt beim Auffrischen der Halbzeuge unter Lösemitteleinsatz (Nr. 12.1) sind zu beachten. Zur Lösemittelreduzierung Umstellung der einzelnen Reifenmischungen zur Gewährleistung der Klebrigkeit der Bauteile auch über eine gewisse Lagerdauer hinweg erforderlich. ->Reduzierungsmöglichkeiten begrenzt - „revolutionärer“ Schritt, der das Auffrischen in Zukunft gänzlich überflüssig macht, derzeit noch nicht in Sicht • Umstellung auf wässrige bzw. lösemittelfreie Systeme für das Besprühen der Reifen in den Sprühkabinen (Nr. 13); möglich wären Oberflächenmodifizierungen von Vulkanisationsformen und –Bälgen (firmenindividuelle Entscheidung, ob Silikon-, Plasma-Beschichtungen oder sonstige Antihaftmittel und –maßnahmen eingesetzt werden) • Verringerung der Nachbehandlungsbedürftigkeit durch Prozessoptimierungen über das gesamte Herstellungsverfahren bei den Nachbehandlungsschritten 16.1 und 16.2 (Abwaschen von Markierungen sowie Schwärzen)
Beste Verfügbare Techniken (Deutschland) Quelle: BIPRO • Befüllung/Entleerung von Silos (z.B. für Ruß) über gekapselte Förderein-richtungen mit Reinigung der staubhaltigen Abluft (Verdrängungsluft) über filternde Abscheider • Erfassung der staubhaltigen Abgase beim Verwiegen und Einfüllen und Reinigung der Abgase in filternden Abscheidern • Zurückführung der Filterstäube als Zuschlagsstoff in den Produktionsprozess • Absaugung der bei der Produktion entstehenden Vulkanisationsdämpfe mit ausrechend dimensionierter Absauganlage • Substitution von organischen Lösemitteln durch wässrige Lösungen bei verschiedenen Prozessschritten (so weit möglich) • Einsatz von Vulkanisationssystemen, bei denen keine relevanten Nitrosamin-Emissionen zu erwarten sind
Hinweis:Die Umstellung auf eine benzinfreie Reifenherstellung bedeutet quasi eine komplette Umstellung des Reifenherstellungsprozesses! (es werden nur geringste Gummilösungen auf den jeweiligen Reifen aufgetragen; dieser Prozess ist maßgeblich für Verklebungsprozess der Reifenteile) In Deutschland bei genehmigungsbedürftigen Anlagen Nr. 10.7 des Anhangs der 4. BImSchV (Anlagen zum Vulkanisieren von Natur- oder Synthesekautschuk unter Verwendung von Schwefel oder Schwefelverbindungen mit Verarbeitungskapazität ≥ 50 kg Kautschuk/h (ausgenommen vorvulkanisierter Kautschuk):Anforderung TA Luft Nr. 5.4.10.7: Bei Überschreitung eines Emissionsmassenstroms für die gesamte Anlage von 0,50 kg C/h: Einhaltung einer Emissionsmassenkonzentration im gefassten Abgas von 80 mg C/m3 (273,15 K, 101,3 kPa)
Quelle: wdk (Wirtschaftsverband der Deutschen Kautschukindustrie
Reifenherstellung in Deutschland – Erzielte und geplante Minderung (2007) Quelle: wdk (Wirtschaftsverband der Deutschen Kautschukindustrie
Reifenherstellung in Deutschland – Erzielte und geplante Minderung (2007)
Reifenherstellung in Deutschland – Erzielte und geplante Minderung (2007)
Reifenherstellung in Deutschland – Erzielte und geplante Minderung (2007)
Abwasser Einsatz von Wasser bei der Reifenproduktion nur zur Kühlung: -> keine belasteten Industrieabwässer. • Abfall • Gestaltung der Prozessführung, dass eine ökologisch unbedenkliche Verwertung der folgenden Abfallarten möglich ist: • - (Ausschuss-)Reifen • - Schrott • - Gummi- und Textilabfälle • - Stahlcord • - Folien • - Emulsionen • - Altöl • - chemisch-behaftete Verpackungen • - Ölverschmutzte Betriebsmittel
Effiziente Energieverwendung: • Einsatz geschlossener Kühlmittelkreisläufe • Einsatz von Abwärmenutzungssystemen in der Vulkanisation
Fallbeispiel aus Deutschland: Anlagen zur Umwandlung von Kautschuk - Nr. 17 des Anhangs I der 31. BImSchV: Problem bei der Reifenherstellung: Eingesetztes Lösungsmittel wird zu 100% diffus emittiert – Abgasreinigungseinrichtungen existieren im Allgemeinen nicht! -> Einhaltung der Anforderungen nach Nr. 17 des Anhangs II nicht möglich Lösung: Konzept des UBA/BMU für Anlagen zur Reifenherstellung: Anwendung eines modifizierten Reduzierungsplans für den Einzelfall im Rahmen einer Ausnahme nach § 11 der 31. BImSchV(Vermerk des BMU vom 04.12.2003). Behandlung des Konzeptes als TOP 10b in der 105. Sitzung des LAI Unterausschusses Luft/Technik am 04. - 06.02.2004 und Zustimmung als besonders geregeltem Einzelfall
Ansatz für die Anwendung des anlagenspezifischen Reduzierungsplans: Zielemissionen analog dem Reduzierungsplan B bei Anwendung eines Reduzierungsplans nach Abschnitt A: Jährliche Zielemission = (Jährlich eingesetztes Lösemittel * Grenzwert für diffuse Emissionen) + [jährlich eingesetztes Lösemittel * (1 - Wirkungsgrad der Abgasreinigung)] Jährliche Zielemission für die Tätigkeit der Nr. 17 Umwandlung von Kautschuk: Jährliche Zielemission = (0,25 + 0,05)*jährlich eingesetzte Lösemittelmenge
Bei der Reifenfertigung werden die eingesetzten Lösemittel vollständig ungereinigt emittiert Eine Emissionsminderung ist nur durch Reduzierung des eingesetzten Lösemittels erzielbar Bei Anwendung der o.g. Formel:Mit der Reduzierung des Lösemitteleinsatzes folgt eine gleichzeitige Verminderung der Zielemission, d.h. die geforderte jährliche Zielemission kann nicht eingehalten werden, da die jährlich eingesetzte Lösemittelmenge stets zu 100% emittiert wird und eine Verminderung der Emissionen z.B. durch eine Abgasreinigung nicht erfolgt. Lösung des Problems: Einführung eines Bezugsjahres für das eingesetzte Lösemittel I und damit Festlegung einer konstanten Zielemission. Belohnung der Leistungen des Betreibers zur Verringerung des Lösemitteleinsatzes.
Für den Fall der Reifenherstellung berechnet sich somit die Zielemission: Zielemission = I1 (Lösungsmitteleinsatz im Bezugsjahr 2001) * (0,25 * K + 0,05) I1 muss im Fall der Reifenherstellung, wie oben dargelegt, auf das Jahr des Inkrafttreten der 31. BImSchV bezogen werden (2001), da bei diesen Anlagen stets 100% des eingesetzten Lösungsmittels emittiert wird; d.h. I1 ist hier eine konstante Größe = Bezugslösemitteleinsatz, auf den die zukünftige Emissionsminderung abzielen muss.
Lt. Vermerk des BMU vom 04.12.2003:K-Faktor = Verhältnis des durchschnittlichen jährlichen Lösemitteleinsatzes über die relevanten Jahre vor Inkrafttreten der 31. BImSchV, z.B. über die Jahre 1996 bis 2000, zum unverminderten Lösemitteleinsatz ab Inkrafttreten der 31. BImSchV (= o.g. Bezugsjahr 2001). Bezug des K-Faktors auf die pro Jahr hergestellte Reifenmenge, da dadurch der Einfluss unterschiedlicher jährlicher Produktionsmengen eliminiert wird.
Zielemission: Zielemission [g eingesetztes Lösungsmittel/kg Reifen] = I (Bezugslösungsmitteleinsatz (=Lösemitteleinsatz 2001) [g Lösungsmittel/kg Reifen] * (0,25 *K-Faktor + 0,05) Bei diesem speziell für die Reifenherstellung entwickelten Reduzierungsplan: - Zielemission ist ein anlagenspezifischer feststehender Wert- Keine jährlich neue Berechnung des Reduzierungsziels erforderlich (im Gegensatz zu den Beschichtungsanlagen mit einem Reduzierungsplan nach Anhang IV B)
K-Faktor = [(Summe spezifischer Lösungsmitteleinsatz über relevante Vorjahre): Zahl relevanter Vorjahre)]/ [unverminderten Lösemitteleinsatz ab Inkrafttreten der 31. BImSchV (= o.g. Bezugsjahr 2001)] = [(9 + 7,7 + 7,2 + 6,9 + 6,4 + 5): 6]/ [4] = 7,0/4 = 1,8 -> Zielemission[g eingesetztes Lösungsmittel/kg Reifen] = I (Bezugslösungsmitteleinsatz (=Lösemitteleinsatz 2001) [g Lösungsmittel/kg Reifen] * (0,25 *K-Faktor + 0,05) = 4 g LM/kg Reifen * (0,25 * 1,8 + 0,05) = 2 g LM/kg Reifen Konsequenz: Ab dem 01.11.2007 dürfen nur noch 2 g eingesetztes Lösungsmittel/kg Reifen emittiert werden = Reduktion auf 50% bezogen auf das Jahr 2001 erforderlich!
Reduzierungsplan = Emissionsfracht/Jahr-> Auch bei Einhaltung des Reduzierungsplans darf der Vorsorgebereich gemäß § 4 Satz 3 nicht verlassen werden (insbesondere auch zur Vermeidung von erheblichen Geruchsbelästigungen durch flüchtige organische Stoffe).
-> Aus Vorsorgegründen darf an sämtlichen Emissionsquellen in der Regel eine Emissionsmassenkonzentration an Stoffen der Nr. 5.2.5 der TA Luft von max. 80 mg C/m3 (in Analogie zur Nr. 5.4.10.7 der TA Luft) nicht überschritten werden (wenn der Emissionsmassenstrom der gesamten Anlage für organische Stoffe der Nr. 5.2.5 der TA Luft von 0,50 kg C/h überschritten ist). Um eine Ausnahme nach § 11 der 31. BImSchV zu erteilen, hat u.a. der Betreiber nachzuweisen, dass die beste verfügbare Technik verwendet wird.