Download
1 / 30
511 likes | 1.72k Views
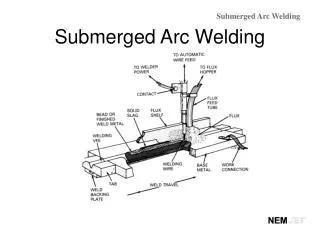
PLASMA ARC WELDING. PAW - Principle of operation. Principle of operation. Principle of operation. TIG vs. Plasma welding. TIG vs. Plasma welding comparison. Plasma welding. TIG welding. electrode is recessed arc is collimated and focused by the constricting nozzle

E N D
Principle of operation TIG vs. Plasma welding
TIG vs. Plasma welding comparison Plasma welding TIG welding • electrode is recessed arc is collimated and focused by the constricting nozzle • electrode is recessed impossible for the electrode to touch the workpiece • arc is essentially cylindrical very little change in the heated area • TIG arc is not constricted relative wide heat pattern on the workpiece • arc is conical heated area varies with electrode-to-work distance • electrode extends beyond the end of gas nozzle possible weld contamination
Arc constriction Factors affecting intensity of plasma • plasma (electrical) current: higher for cutting, lower for welding • orifice diameter and shape: smaller for cutting, larger for welding • type of orifice gas • orifice gas flow rate: higher for cutting, lower for welding • distance to workpiece
Plasma arc modes generally used for welding work is part of electrical circuit heat is obtained from anode spot and from plasma jet greater energy transfer to the work
Plasma arc modes • used for cutting and joining non-conductive workpiece • workpiece is not in the arc circuit • heat is obtained from plasma jet only • low energy concentration
Plasma process techniques Microplasma • very low welding currents (0,1-15 Amps) • very stable needle-like stiff arc minimises arc wander and distortions • for welding thin materials (down to 0,1 mm thick), wire and mesh sections Medium current plasma • higher welding currents (15-200 Amps) • similar to TIG but arc is stiffer deeper penetration • more control on arc penetration
Plasma process techniques Microplasma and medium current plasma advantages • energy concentration is greater higher welding speed • energy concentration is greater lower current is needed to produce a given weld less distortions • improved arc stability • arc column has greater directional stability • narrow bead less distortions • less need for fixturing • variations in torch stand-off distance have little effect on bead width or heat concentration positional weld is much easy • tungsten electrode is recessed no tungsten contamination, less time for repointing, greater tolerance to surface contamination (including coatings)
Plasma process techniques Microplasma and medium current plasma limitations • narrow constricted arc little tolerance for joint misalignment • manual torches are heavy and bulky difficult to manipulate • for consistent quality, constricting nozzle must be well maintained
Plasma process techniques Keyhole plasma welding • welding currents over 100 Amps • for welding thick materials (up to 10 mm)
Plasma process techniques Keyhole plasma welding advantages • plasma stream helps remove gases and impurities • narrow fusion zone reduces transverse residual stresses and distortion • a square butt joint configuration is generally used reduced joint preparation • single pass weld reduced weld time
Plasma process techniques MMA MAG PAW TIG
Plasma process techniques Keyhole plasma welding limitations • more process variables and narrow operating windows • fit-up is critical • increased operator skill, particularly on thicker materials high accuracy for positioning • except for aluminium alloys, keyhole welding is restricted to downhand position • for consistent operation, plasma torch must be well maintained
Plasma welding equipment DCEN for most welding applications AC (usually square wave) for aluminium and magnesium alloys pulsed current for better profile and weld bead shape drooping characteristic power source “pilot” arc is initiated using HF pilot arc ensures reliable arc starting and it obviates the need for HF high OCV required (50 - 200 V) additional interlocks to detect low gas flow, loss of coolant, etc no need for arc voltage control
Plasma welding torch Torch body Tungsten electrode Water cooled copper nozzle Shielding gas cup
Plasma welding torch operates at very high temperatures cooling is mandatory heavy and bulky limitations on hand held torches alignment, setting, concentricity of tungsten electrode needs precision
Gases for plasma welding • Argon for carbon steel, titanium, zirconium, etc • Hydrogen increase heat Argon + (5-15%) Hydrogen for stainless steel, Nickel alloys, Copper alloys • Argon + Helium mixtures (min 40%) give a hotter arc but reduces torch life • Shielding gases as for TIG • shielding gas flow rate 10-30 l/min • back purge as for TIG (also for keyhole)
PAW advantages improved arc stability at very low currents greater energy concentration higher welding speed narrower beads less distortion (as much as 50%) tungsten electrode is recessed inside the torch no danger of tungsten inclusions increased torch stand-off distance makes the weld pool much easy to control arc column is cylindrical easier out-of-position welding very deep penetration (keyhole) reduced weld time square butt joint reduced machining costs plasma gas flushing through the open keyhole helps remove gases
PAW disadvantages narrow constricted arc little tolerance for joint misalignment manual plasma torches are heavier than TIG torches difficult to manipulate more complex equipment than TIG expensive except Al alloys, keyhole plasma is restricted to the flat position torch must be well maintained for consistent operation costly
Plasma cutting • no need to promote oxidation no preheat • works by melting and blowing and/or vaporisation • gases: air, Ar, N2, O2, mix of Ar + H2, N2 + H2 • air plasma promotes oxidation increased speed but special electrodes need • shielding gas - optional • applications: stainless steels, aluminium and thin sheet carbon steel
Plasma cutting features Advantages Limitations • Can be used with a wide range of materials • High quality cut edges can be achieved • Narrow HAZ formed • Low gas consumable (air) costs • Ideal for thin sheet and stack cutting • Low fume (underwater) process • Limited to 50mm (air plasma) thick plate • High noise especially when cutting thick sections in air • High fume generation when cutting in air • Protection required from the arc glare • High equipment and consumable costs
Plasma cutting quality • tapered cut up to 6° • rounded top edge • gas swirl can reduce taper up to 2° • very smooth surface finish except aluminium and thick materials • dross is minimal • kerf width wider than oxy fuel cutting • HAZ width inverse to cutting speed • no time for chromium carbides to form • 2000 and 7000 series aluminium alloys are crack sensitive at surface
Plasma cutting equipment • manual cutting - limited to drag along • machine cutting - stand off close tolerances • motion - CNC • power source - cc dropping characteristic • need high OCV • problems with bevels and multiheads • easy to perform interrupted cutting
Plasma gouging • lower arc stream velocity • gouge is bright and clean • virtually no post cleaning required • used mainly on stainless steels and non-ferrous materials