Download
1 / 11
130 likes | 430 Views
ARC Welding. Pg. 36. THE WELDING PROCESS. 3 Components: HEAT FILLER METAL SHIELDING METAL COMPONENTS MELT FILLER ROD MELTS BOTH PARTS FUSE TOGETHER A METALLURGICAL BOND RESULTS Weld joint has the same strength as the parent material. SHIELDED METAL ARC WELDING.

E N D
ARC Welding Pg. 36
THE WELDING PROCESS 3 Components: HEAT FILLER METAL SHIELDING METAL COMPONENTS MELT FILLER ROD MELTS BOTH PARTS FUSETOGETHER A METALLURGICAL BOND RESULTS Weld joint has the same strength as the parent material
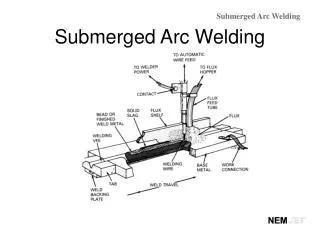
SHIELDED METAL ARC WELDING HEAT: ELECTRIC ARC FILLER : WELDING ROD METAL SHIELDING: GAS FROM COMBUSTION OF THE FLUX ON THE ROD
ADVANTAGES 1. LOW INITIAL INVESTMENT 2. EQUIPMENT IS ELECTRICALLY AND MECHANICALLY SIMPLE 3. LESS SENSITIVITY TO WINDS AND DRAFTS 4. ALL POSITION CAPABILITY 5. MANY ELECTRODES WITH MANY CAPABILITIES AND FEATURES AVAILABLE 6. MORE FORGIVING ON DIRTY OR RUSTY METAL
DISADVANTAGES 1. ELECTRODE REPLACEMENT SLOWS PACE OF WORK 2. CHIPPING OF SLAG SLOWS PACE OF WORK
Common Welding Problems • Burn-through: • Appearance- open hole appears in the weld bead and base metal • Cause- excessive heat (current) • Correction- reduce current, increase speed
Common Welding Problems • Incomplete Fusion: • Appearance- both metals are not completely joined by weld • Cause- not enough space between metal, fast travel speed • Correction- more separation between metal, decrease speed
Common Welding Problems • Slag Inclusion: • Appearance- slag becomes trapped in the weld • Cause- low amperage, trying to weld in an area that is too small • Correction- increase amperage, grind base metal to make larger space for weld
Common Welding Problems • Undercut: • Appearance- a groove left unfilled along the side of weld bead • Cause- high amperage, improper angle • Correction- decrease amperage, proper work angle
Weld Profiles • Low amperage- too skinny • High amperage- too much melt in weld • Fast speed- skinny, flat, uneven • Slow speed- too wide and elevated • Long arc length- wide, uneven, spatter