Download
1 / 31
330 likes | 952 Views
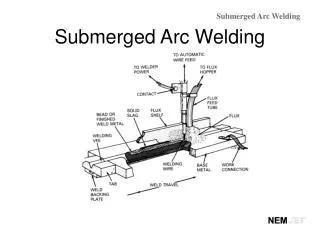
Types of Welders. Motor GeneratorGasoline engine drives a generator.Electric motor drives a generator.RectifierD.C. (Direct Current) Electricity is converted from A.C (Alternating Current) through transformers and rectifiers.A.C./D.C dual purpose.A.C. Alternating current is transformed from h

E N D
1. Arc Welding Shielded Metal Arc Welding (SMAW). Electricity, as it jumps a gaseous gap between two conductors. Produces an arc as intense as 9000?.
2. Types of Welders Motor Generator
Gasoline engine drives a generator.
Electric motor drives a generator.
Rectifier
D.C. (Direct Current) Electricity is converted from A.C (Alternating Current) through transformers and rectifiers.
A.C./D.C dual purpose.
A.C. Alternating current is transformed from high voltage/ low amps to low voltage/high amps.
3. Electrodes Lengths � usually 14�
Diameters � 3/32�, 1/8�, and 5/32� are most common
Classification � Brand names differ but the A.W.S number system is the standard.
4. Electrode classification breakdown: E= Electrode
70= Tensile strength of deposited weld metal times 1000 p.s.i.
1= Rod position (1=all, 2=horizontal or flat, 3=flat only)
8= Dealer characteristics
(Dealer characteristics are things like polarity, application, flux composition.)
5. Five functions of flux or slag Cleans the metal of oxides
Stabilizes the arc
Keeps oxygen away
Forms the weld
Lets the weld cool slowly
6. Polarities
7. Direct current Electrode Negative- (D.C.E.N) D.C. electricity flows in one direction only (neg. to pos.). 1/3 of the heat is at the rod and 2/3 of the heat is at the base.
It has shallow penetration-good for thin metals
Prone to arc blow.
8. Direct current Electrode Positive (D.C.E.P) DCRP flows in one direction also, (-to+) but the leads are reversed
1/3 of the heat at the base metal and 2/3 at the electrode.
Deep penetration � good for thick metals
Prone to arc blow.
9. Alternating Current (A.C.) The current reverses itself so frequently that there is no polarity.
50% of the heat at the base and 50% at the electrode.
It has moderate to deep penetration with no arc blow.
It is more economical to buy and it uses most all rods.
10. Striking the arc. Like striking a match, touch the electrode to the metal and strike. When the arc appears, hold for a second and then drop the electrode down to the metal.
Motion � For the welds you are doing, there is no motion. Simply drag the rod in a straight line.
11. Weld Joints
12. But joint. Prepare the joint. The metal must be clean. Always tack and V thick pieces for penetration.
In both oxy-acet and arc welding, gap the pieces for penetration.
13. Flange (edge joint) This is one of the easiest welds.
This weld is done with no filler rod in oxy-acet welding.
14. Lap Joint Very common weld. The plug, rosette, and slot weld are all variations of the lap weld.
In oxy-acet and arc, concentrate the majority of heat at the bottom plate and wait to fill in to the top.
15. Inside corner (T joint) This weld is very similar to a lap weld.
Concentrate the majority of heat on the bottom plate.
16. Outside Joint This weld is done without filler rod in oxy-acet.
In arc welding try to allow for a natural V.
17. Welding Positions FLAT
HORIZONTAL
VERTICAL
OVERHEAD
18. Flat This is the easiest welding position.
Basically as it sounds, the pieces are flat on the table and the weld is done with the normal motion.
The rod is held perpendicular to the base metal then inclines 20? toward the direction of travel.
Drag the weld, backhand.
19. Horizontal In this weld, the plates are standing vertically and the weld is made horizontally across.
In both oxy and arc the torch and electrode must point upward to counteract the sagging effect of gravity.
Angle the rod toward yourself 30 to 45? and incline 20? toward the direction of travel. Drag the weld.
20. Vertical This weld is made with two vertical pieces either welded upward or down. Quite difficult.
The torch or electrode must be pointed up to counteract the sagging effect of gravity.
Some motion may be needed to keep the weld up.
Down is easier but has less penetration.
Up is harder with more penetration.
21. Overhead Very difficult and must only be done when trained.
You must have full leather protection from head to toe.
You will not be doing this weld without express permission from me and I will give instruction at that time.
22. Problems
23. Arc Blow A magnetic force that deflects the weld into splitting.
This is only a problem on DC polarities.
To cure, reestablish the ground or shorten the arc length.
24. Undercut A trough or erosion cut on either side of the weld.
To cure this, turn down the amps, shorten arc length or hesitate at the edges to allow for fill in.
25. Rod sticks Break the circuit or current flow by releasing the electrode from the electrode holder.
Break the rod free from the metal with a gloved hand and start again.
This can be avoided by turning the amps up, not touching down to the metal or by using the correct electrode.
26. Arc won�t start Check the following:
Machine set up and switches.
Check the ground.
Check the rod, is it in the stinger correctly and is the end of the rod glassed over.
27. Welds The weld may split. Go slower to let the metal fill in.
Excessive spatter. Check the electrode, polarity and arc length.
If the weld breaks, there is not enough penetration. Penetration is the depth that the weld penetrates the base metal. Poor weld prep and set up, too low amperage, or cooling the weld in water will lead to shallow penetration.
Scrambled eggs- welding over unresolved slag or too long of an arc length.
28. Safety
29. Protective equipment All of the following equipment protects you from heat, splatter and harmful rays (ultra violet and infrared).
Gloves � leather. Do not handle hot metal or get them wet. Leather will burn, shrink and harden.
Jacket � leather. Not to be used as a shop coat. For welding only.
Helmet � a full head and face shield. Headgear can be adjusted. The lenses are #10-12 filter plate.
30. Always Wear protective gear and protect your eyes. Say, �cover� before striking an arc.
Report any faulty equipment.
Use pliers to handle hot material.
Make sure nothing is wet.
31. Never Expose skin or eyes to flash or arc.
Change the amperage setting while the machine is under a load.
Chip slag without eye and face protection.
Get your gloves wet.
Exceed the work limits. The duty cycle of the machine is a ten-minute span. It is the amount of time out of ten minutes that you can weld continuously. Ex. 70% = 7 out of 10 minutes.