Download
1 / 99
1.27k likes | 2.15k Views
ARC WELDING. LIQUID STATE PROCESS. PARTIAL MELTING BY STRIKING AN ARC AFTER THE INVENTION OF ELECTRICITY HOW ARC STRUCK? ARC COLUMN THEORY. ARC WELDING ELECTRIC ARC WITHOUT ADDITIONAL EXTERNAL SOURCE

E N D
ARC WELDING Dr. N. RAMACHANDRAN, NITC
LIQUID STATE PROCESS PARTIAL MELTING BY STRIKING AN ARC AFTER THE INVENTION OF ELECTRICITY HOW ARC STRUCK? ARC COLUMN THEORY Dr. N. RAMACHANDRAN, NITC
ARC WELDING ELECTRIC ARC WITHOUT ADDITIONAL EXTERNAL SOURCE AUTOGENEOUS NONCONSUMABLE- CONSUMABLE CARBON ARC WELDING (CAW) - OLDEST METALLIC ARC WELDING (MAW) COATING MATERIALS ARC TO BE CREATED BY ELECTRICITY WHEN? WITH THE INVENTION OF AC DYNAMO IN 1877 Dr. N. RAMACHANDRAN, NITC
BEGINNING IN 1881- TO CONNECT PLATES OF STORAGE BATTERY 1886- BUTT WELDING TECHNIQUE WAS DEVELOPED BUTTED, CLAMPED HIGH CURRENT PASSED AT THE JOINT, RESISTANCE OF METAL TO ELECTRIC CURRENT PRODUCES HIGH HEAT- PIECES FUSED Dr. N. RAMACHANDRAN, NITC
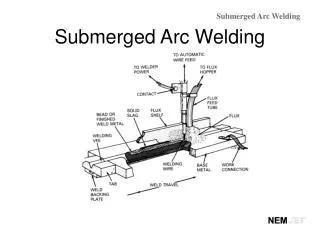
ARC WELDING- MELTING AND FUSING OF METAL BY ELECTRODES 1ST BY N.V. BERNADO USING CARBON ELECTRODES CONSISTANTLY IMPROVED 1895 N.G. SLAVIANOFF USED METALLIC ELECTRODES 1905 BARE ELECTRODES COATED—SHIELDING--- (SAW) PORTABLE AND AUTOMATIC WELDING MACHINES Dr. N. RAMACHANDRAN, NITC
ARC WELDING PROCESSES USE OF CONSUMABLE ELECTRODES SHIELDED METAL ARC WELDING (SMAW) • SIMPLEST AND MOST VERSATILE • ABOUT 50% OF INDUSTRIAL WELDING BY THIS PROCESS • CURRENT- 50 TO 300 A, < 10 KW • AC/DC USED • FOR THICKNESSES UPTO 19 –20 MM Dr. N. RAMACHANDRAN, NITC
Shielded metal arc welding (SMAW), • Also known as Manual Metal Arc (MMA) welding • Informally as stick welding • is a manual arc welding process that uses a consumable electrode coated in flux to lay the weld. • An electric current, in the form of either alternating current or direct current from a welding power supply, is used to form an electric arc between the electrode and the metals to be joined. Dr. N. RAMACHANDRAN, NITC
ELECTRICAL / IONIC THEORY IONS FROM ANODE TO CATHODE, AS METAL IONS ARE +VE CHARGED ARC COLUMN THEORY • TOUCH AND THEN ESTABLISH A GAP • TO BALANCE THE ATOMIC STRUCTURE • IONS COLLIDE WITH GAS MOLECULES • PRODUCES A THERMAL IONISATION LAYER • IONISED GAS COLUMN – AS HIGH RESISTANCE CONDUCTOR • ON STRIKING CATHODE, HEAT GENERATED • TERMED AS IONIC THEORY • NOT COMPLETE IN EXPLAINING ARC COLUMN THEORY • THUS, ELECTRON THEORY ANODE + DC CATHODE -
ELECTRON THEORY IONS FROM ANODE TO CATHODE AS METAL IONS ARE +VE CHARGED -VELY CHARGED ELECTRONS DISSOCIATED FROM CATHODE MOVE OPPOSITE WITH HIGH VELOCITY ARC COLUMN THEORY ANODE + DC (MASS- 9.1x 10-28 gm) CAUSES HEAT IN ARC COLUMN RELEASES HEAT ENERGY IN STRIKING THE ANODE CALLED ELECTRON IMPINGEMENT AND IONIC BOMBARDMENT CATHODE - Dr. N. RAMACHANDRAN, NITC
ANODE+ HIGH HEAT ELECTRON IMPINGEMENT LOW HEAT MEDIUM HEAT IONIC BOMBARDMENT CATHODE - Dr. N. RAMACHANDRAN, NITC
MAGNETIC FLUX THEORY • THE COLUMN NOT FLAIRING DUE TO THE FLUX LINES AROUND THE ARC COLUMN. (Right hand Thumb Rule) THIS COMPLETES THE ARC COLUMN THEORY Dr. N. RAMACHANDRAN, NITC
POLARITYAC • Currents higher than those of DCRP can be employed (400 A to 500 Afor 6 mm electrode) • Arc cleaning of the base metal • Normal penetration • Equal heat distribution at electrode and job • Electrode tip is colder as compared to that in DCRP • Average arc voltage in argon atmosphere is 16V Dr. N. RAMACHANDRAN, NITC
DCRP • Currents generally less than 125 amps (upto 6 mm dia electrodes) to avoid overheating • 2/3rd heat at electrode and 1/3rd at the job • Least penetration • Average arc voltage on argon atmosphere is 19V • Chances of electrode overheating, melting and losses • Better arc cleaning action Dr. N. RAMACHANDRAN, NITC
DCSP • Welding currents upto 1000 amps can be employed for 6 mm electrodes • 33.33% heat is generated at the electrode and 66.66% at the job. • Deep penetration • Average arc voltage in an argon atmsphere is 12 V • Electrode runs colder as compared to AC or DCRP • No arc cleaning of base metal Dr. N. RAMACHANDRAN, NITC
METALLURGY OF WELDING • During joining, localized heating occurs. • This leads to metallurgical and physical changes in materials welded. • Hence, study of: • Nature of welded joint • Quality and property of welded joint • Weldability of metals • Methods of testing welds • Welding design • Process selection- important .
(3) Heat Affected Zone (HAZ) (2) Fusion Zone (1) Base Metal Structures: (1) SMALL (2) MEDIUM (3) LARGE Properties of (2) and (3) important Dr. N. RAMACHANDRAN, NITC
Cooling of Bead- similar to a casting in mould, which is metallic here. Cooling is slow Hence the structure is coarse and Strength toughness and ductility low. But use of proper electrodes improves these. • The purpose of coating the electrode is to achieve the improved properties. If without, nitrides and oxides of base metal form and these result in weak and brittle nature. • With coating, properties comparable with base metal achieved. Dr. N. RAMACHANDRAN, NITC
Gas shield Arc column makes CRATER on striking the surface- Temperature above 1500 C Flux + impurities- less dense. Floats as SLAG Slag prevents heat loss- makes an evenly distribution of heat radiation. Preheating to receive the molten metal at an elevated temperature and modify the structure. Not for M.S. Locked in stresses due to heating and cooling- to be relieved by PEENING, or other heat treatment processes. Dr. N. RAMACHANDRAN, NITC
MAGNETIC ARC BLOW -- FOR AC SUPPLY. • Current through conductor- magnetic Flux lines perpendicular to current flow- apply Right hand Thumb Rule. • Three areas of magnetic field • Arc; 2. Electrode; 3. Work piece, when ground. • Forward pull of Arc column results, called as Magnetic Arc Blow. Dr. N. RAMACHANDRAN, NITC
EQUIPMENT Dr. N. RAMACHANDRAN, NITC
PURPOSE OF COATING • Gives out inert or protective gas- shields • Stabilizes the arc- by chemicals • Low rate consumption of electrode- directs arc and molten metal • Removes impurities and oxides as slag • Coatings act as insulators- so narrow grooves welded • Provide means to introduce alloying elements Bare electrodes - carbon- more conductive- slow consumption in welding Dr. N. RAMACHANDRAN, NITC
ELECTRODE COATING INGREDIENTS • Slag forming ingredients- silicates of sodium, potassium, Mg, Al, iron oxide, China clay, mica etc. • Gas shielding- cellulose, wood, starch, calcium carbonate • De-oxidising elements- ferro manganese, ferro silicon- to refine molten metal • Arc stabilizing – calcium carbonate, potassium silicate, titanates, Mg silicate etc. • Alloying elements- ferro alloys, Mn, Mo., to impart special properties • Iron powder- to improve arc behaviour, bead appearance • Other elements - to improve penetration, limit spatter, improve metal deposition rates, Dr. N. RAMACHANDRAN, NITC
As the weld is laid, the flux coating of the electrode disintegrates, giving off vapors that serve as a shielding gas and providing a layer of slag, both of which protect the weld area from atmospheric contamination. • Because of the versatility of the process and the simplicity of its equipment and operation, shielded metal arc welding is one of the world's most popular welding processes. Dr. N. RAMACHANDRAN, NITC
It dominates other welding processes in the maintenance and repair industry, used extensively in the construction of steel structures and in industrial fabrication. • The process is used primarily to weld iron and steels (including stainless steel) but aluminum, nickel and copperalloys can also be welded with this method. • Flux-Cored Arc Welding (FCAW) , a modification to SMAW is growing in popularity Dr. N. RAMACHANDRAN, NITC
(A).BARE ELECTRODE MOLTEN METAL TRANSFER (B). LIGHT COATED ELECTRODE ARCACTION
Various welding electrodes and an electrode holder Dr. N. RAMACHANDRAN, NITC
SAFETY PRECAUTIONS • Uses an open electric arc, so risk of burns – to be prevented by protective clothing in the form of heavy leathergloves and long sleeve jackets. • The brightness of the weld area can lead arc eye, in which ultraviolet light causes the inflammation of the cornea and can burn the retinas of the eyes. • Welding helmets with dark face plates to be worn to prevent this exposure Dr. N. RAMACHANDRAN, NITC
New helmet models have been produced that feature a face plate that self-darkens upon exposure to high amounts of UV light • To protect bystanders, especially in industrial environments, transparent welding curtains often surround the welding area. • These are made of a polyvinyl chloride plastic film, shield nearby workers from exposure to the UV light from the electric arc, but should not be used to replace the filter glass used in helmets. Dr. N. RAMACHANDRAN, NITC
Arc eye, also known as arc flash or welder's flash or corneal flash burns, is a painful condition sometimes experienced by welders who have failed to use adequate eye protection. It can also occur due to light from sunbeds, light reflected from snow (known as snow blindness), water or sand. The intense ultraviolet light emitted by the arc causes a superficial and painful keratitis. Symptoms tend to occur a number of hours after exposure and typically resolve spontaneously within 36 hours. It has been described as having sand poured into the eyes. ARC EYE Dr. N. RAMACHANDRAN, NITC
SignsIntense lacrimationBlepharospasmPhotophobiaFluorescein dye staining will reveal corneal ulcers under blue light Management • Instill topical anaesthesia • Inspect the cornea for any foreign body • Patch the worse of the two eyes and prescribe analgesia • Topical antibiotics in the form of eye drops or eye ointment or both should be prescribed for prophylaxis against infection Dr. N. RAMACHANDRAN, NITC
What Is Welding ? • Process of joining metals / alloys • The process performed by Heatwith or without Pressure • Filler metal may or may not be used • The joint will be homogeneous
Classification Of Welding • Pressure Welding – With Heat & Pressure • Fusion Welding – With Heat & mostly with Filler
Pressure Welding Process • Metal parts heated to forging temperature • Heating by Oven, Oxy fuel flame or Electric Resistance • Pressure applied on heated parts – by Hammer, Hydraulic Press or Mechanical lever • The Parts remain permanent homogeneous joint
Types Of Pressure Welding • Forge Welding • Resistance Butt / Flash Butt / Stud Welding • Resistance Spot Welding • Resistance Seam welding
Fusion Welding Process • Metal parts locally heated to melt along the joint. • Heating by oxy fuel flame or electric Arc. • Invariably filler metal added to molten pool. • On cooling, molten puddle solidifies to permanent homogeneous joint.
Types Of Fusion Welding • Shielded Metal Arc Welding- SMAW • Gas Tungsten Arc Welding - GTAW • Gas Metal Arc Welding - MIG / MAG • Submerged Arc Welding – SAW • Gas welding – Oxy Fuel Gas • Electron Beam Welding - EBW • Thermit Welding
SMAW Process Core Wire • An electric Arc struck between electrode and base metal joint • Base metal melts under arc • Electrode tip melts in drops and transfers to molten pool of BM • Electrode with Arc moves along the joint keeping constant arc length • On cooling pool solidifies Flux Coating Pool Arc Base Metal
Equipment, Accessories & tools • Power Source • Welding Cables, Holder & Earthing Clamp • Head Screen, Hand gloves, Chipping Hammer & Wire Brush
Types Of Power Source • Inverter- DC • Thyrester – DC • Motor Generator / Diesel Generator Set -DC • Rectifier – DC • Transformer - AC
Characteristic Of Power Source V1 Vertical Curve Horizontal Curve V2 V1 V2 A A A1 A2 A1 A2
Electrode • Consumable • Metallic Wire Coated with Flux • Conducts Current and generates Arc • Wire melts & deposited as filler in joint
Flux Coating On Electrode • Sodium Chloride • Potassium Chloride • Titanium Dioxide • Sodium Silicate • Ferrosilicon • Iron Powder • Alloying Elements • Binding Material
Function Of Flux In welding • Stabilizes Arc • Prevents contamination of weld metal • Cleans the weld from unwanted impurities • Increases fluidity of molten metal • Generates inert gas shielding while metal transfers
Function Of Flux In welding • Forms slag after melting & covers weld • Allows deposited metal to cool slowly • Introduces alloying elements in the weld • Increases deposition efficiency • Minimizes the spatter generation • Helps in even & uniform bead finish