Download
1 / 39
440 likes | 1.21k Views
PENGERJAAN DINGIN LOGAM. OBJECTIVES. Mahasiswa dapat menerangkan proses pengerjaan dingin logam. AGENDA. Prinsip Pengerjaan Dingin Proses Pengerjaan Dingin Proses Pembentukan Berenergi Tinggi Proses-proses Lain. 8-1. PENGERJAAN DINGIN LOGAM. PRINSIP PENGERJAAN DINGIN.

E N D
PENGERJAAN DINGIN LOGAM
OBJECTIVES • Mahasiswa dapat menerangkan proses pengerjaan • dingin logam AGENDA • Prinsip Pengerjaan Dingin • Proses Pengerjaan Dingin • Proses Pembentukan Berenergi Tinggi • Proses-proses Lain 8-1
PENGERJAAN DINGIN LOGAM PRINSIP PENGERJAAN DINGIN Pengerjaan dingin adalah pembentukan logam secara plastis pada suhu di bawah suhu rekristalisasinya. Akibat pengerjaan dingin : Pada pengerjaan dinginakan terjadi perpecahan butir, pergeseran atom-atom, dan distorsi kisi sehingga menyebabkan terjadinya perubahan sifat fisik, seperti : suhu rekristalisasinya pada umumnya meningkat, • kekuatan dan kekerasannya meningkat, • keuletan menurun. 8-2
PENGERJAAN DINGIN LOGAM Keuntungan pengerjaan dingin : Pengendalian dimensinya lebih baik; • Permukaan tidak teroksidasi dan mulus; • Kekuatan dan kekerasannya meningkat. Kerugian pengerjaan dingin : • Diperlukan tekanan dan peralatan dengan kapasitas yang lebih tinggi; • Struktur butir mengalami distorsi atau perpecahan, sehingga bila mengalami pengerjaan dingin secara berle- bihan bahan menjadi rapuh; Pada umumnya pengerjaan dingin dilakukan untuk perubahan dimensi yang tidak terlalu besar. 8-3
PENGERJAAN DINGIN LOGAM PROSES PENGERJAAN DINGIN Penyelesaian Tabung : Tabung yang dibentuk dengan pengerolan panas pada umum-nya dilanjutkan dengan penari-kan dingin untuk memperoleh dimensi yang lebih akurat dan penyelesaian permukaan yang lebih baik. Tahapan proses : • Permukaan tabung dibersih- kan dengan larutan asam untuk menghilangkan kerak; Figure 8.1 Process of cold-drawing tubing 8-4
PENGERJAAN DINGIN LOGAM PROSES PENGERJAAN DINGIN Penyelesaian Tabung : • Diameter pada salah satu sisi tabung direduksi sehingga dapat masuk ke dalam die (lubang die < tabung); • Tabung diberi pelumas untuk mengurangi gesekan dan meningkatkan kehalusan permukaan; • Ujung tabung dimasukkan ke dalam die dan dijepit dengan penjepit yang dihubungkan dengan rantai mesin penarik dengan daya berkisar antara 200 hingga 1300KN; Figure 8.1 Process of cold-drawing tubing 8-5
PENGERJAAN DINGIN LOGAM PROSES PENGERJAAN DINGIN Penyelesaian Tabung : • Permukaan dan diameter da- lam tabung ditentukan oleh mandrel yang dipasang di dalam tabung (bila ketelitian diameter dalam tidak menja- di masalah, mandrel ini da- pat ditiadakan). • Dengan penarikan ini dapat dihasilkan tabung berdiame- ter kecil atau tabung tipis, sebagai contoh jarum suntik dengan luar < 0,13 mm. Figure 8.1 Process of cold-drawing tubing 8-6
PENGERJAAN DINGIN LOGAM Pereduksi tabung : • Tabung hasil penarikan panas, ditarik sambil di- putarkan melalui die se- mi lingkaran beralur tirus; • Reduksi dan ukuran akhir tabung ditentukan oleh mandrel tirus yang ada di dalam tabung; • Die bergoyang maju-mun- dur ketika tabung mela- luinya. Figure 8.2 Schematic of a tube reducer 8-7
PENGERJAAN DINGIN LOGAM Penarikan kawat : • Batang kawat dibuat dari bilet yang dirol panas, kemudian ditarik melalui beberapa die dan dibersihkan dengan larutan asam untuk menghilangkan kerak dan karat; • Selanjutnya dilapisi dengan lapisan pelindung untuk men- cegah terjadinya oksidasi dan menetralkan sisa-sisa asam. Cara penarikan kawat : • Penarikan kawat bertahap, dan • Penarikan kawat kontinu. 8-8
PENGERJAAN DINGIN LOGAM Penarikan kawat bertahap : • Gulungan kawat dipasang kan di mesin dan salah satu ujungnya dimasukkan kan ke lubang penarik/die. • Kawat ditarik melalui lu- bang die dengan memutar ril penarik dan digulung; • Langkah ini diulang bebe- rapa kali menggunakan die dengan lubang lebih kecil hingga diperoleh ukuran kawat yang diinginkan. Figure 8.3 Section through a die used for drawing wires. 8-9
PENGERJAAN DINGIN LOGAM Penarikan kawat kontinu : • Kawat ditarik melalui beberapa die dan ril penarik yang disusun secara seri; • Die umumnya dibuat dari karbida tungsten atau dari intan. Figure 8.4 A continuous wire-drawing machine. 8-10
PENGERJAAN DINGIN LOGAM Proses putar tekan (spinning) : • Lembaran logam tipis ditekan kan dengan penekan tangan sambil diputar pada cetakan sehingga terbentuk benda mengikuti bentuk cetakan (bentuk simetris); • Cetakan dibuat dari kayu ke- ras atau dari baja yang licin bila digunakan untuk produk massal; Untuk mengurangi gesekan antara bahan dengan alat penekan digu- nakan pelumas seperti sabun, malam, timah putih dan minyak cat; Figure 8.5 Metal spinning operation 8-11
PENGERJAAN DINGIN LOGAM Proses putar tekan (spinning) : • Kelebihan : • Peralatan lebih murah dari pada peralatan proses pres; • Produk baru dapat dihasil- kan lebih dini. • Kekurangan : • Diperlukan tenaga terlatih upah lebih tinggi; • Laju produksi lebih rendah. • Penggunaan : • reflektor, • bejana besar untuk proses- proses, Figure 8.5 Metal spinning operation • alat-alat dapur, dll. 8-12
PENGERJAAN DINGIN LOGAM Proses putar tekan-geser (shear spinning) : Figure 8.6 Metal spinning operation • Rol ditekankan pada pelat sehingga pelat terdesak mengi- kuti bentuk mandrel; • Pada proses ini logam menipis secara merata, deformasi yang terjadi merupakan kombinasi dari pengerolan dan ekstrusi. 8-13
PENGERJAAN DINGIN LOGAM Proses putar tekan-geser (shear spinning) : Figure 8.6 Metal spinning operation • Keuntungan : • bahan/benda lebih kuat, • menghemat bahan, • murah biayanya, • penyelesaian permukaan mulus. • Penggunaan : pembuatan bejana bentuk konis. 8-14
PENGERJAAN DINGIN LOGAM Proses tekan-tarik (stretch forming) : Figure 8.7 Progressive forming in a shear spinning operation in which a conical shape is formed from a flat plate. • Lembaran logam dijepit dan die yang dipasang digerakkan dalam arah vertikal sehingga menekan lembaran logam; • Kemudian penjepit ditarik dalam arah horisontal, hingga lembaran mengalami tegangan yang melampaui batas elastis, sementara itu die memberikan bentuk pada lembaran. • Bahan die : kayu, plastik, atau baja. 8-15
PENGERJAAN DINGIN LOGAM Proses tekan-tarik (stretch forming) : Figure 8.7 Progressive forming in a shear spinning operation in which a conical shape is formed from a flat plate. • Keuntungan : • Lembaran menipis secara merata; • Deformasi tidak terlokalisir setempat. • Kerugian : • Pemakaian bahan boros karena bahan harus dijepit dan tepi harus dipotong; • Bahan menjadi ductile bila diregang 2 s/d 4%. 8-16
PENGERJAAN DINGIN LOGAM Proses tekan-tarik (stretch forming) : Figure 8.7 Progressive forming in a shear spinning operation in which a conical shape is formed from a flat plate. • Penggunaan : • Bagian pesawat terbang; • Panel baja; • Pada industri kendaraan bermotor : - penutup mesin, - tutup bagasi, - pintu. 8-17
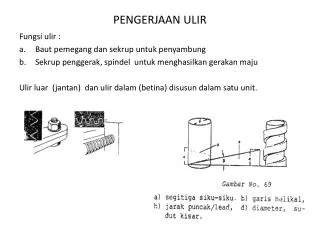
PENGERJAAN DINGIN LOGAM Penempaan dingin (cold forging) : Penempaan dingin adalah pengerjaan logam yang dilakukan pada suhu di bawah suhu rekristalisasinya dengan gaya tekan atau gaya kejut (impact) sehingga dapat mengubah bentuk logam mengikuti bentuk cetakannya. Jenis penempaan dingin : • Penempaan ukuran (sizing); • Penempaan dingin putar (rotary swaging); • Pembuatan kepala baut, paku keling, dll. Penempaan ukuran (sizing), meliputi penekanan benda tempa, benda cor, atau potongan baja bentuk tertentu de- ngan tujuan memperoleh toleransi ukuran yang ketat dan permukaan yang rata; 8-18
PENGERJAAN DINGIN LOGAM Penempaan dingin putar (rotary swaging) : Digunakan untuk mengura-ngi ukuran ujung batang dan tabung dengan ceta-kan putar yang dapat dibu-ka tutup dengan cepat. Figure 8.8 Illustrating the operation of dies in a swaging machine. Penggunaan : • peralatan rumah tangga, • pensil mekanis, • ujung payung. 8-19
PENGERJAAN DINGIN LOGAM Pembentukan kepala baut, paku keling, dll. : • Batang (kawat) dimasuk- kan ke dalam rol pelurus sampai titik tertentu, kemudian dipotong; • Potongan tersebut dima- sukkan ke dalam die, ke- mudian dikempa dengan pemukul (punch) secara bertahap; • Benda jadi dikeluarkan dari die. Figure 8.9 Types of cold-header dies. 8-20
PENGERJAAN DINGIN LOGAM Pembentukan kepala baut, paku keling, dll. : Penggunaan : • pembuatan kepala paku keling, • pembuatan kepala baut, • pembuatan kepala se- krup, dll. Figure 8.10 Typical parts made by cold heading from wire stock. 8-21
PENGERJAAN DINGIN LOGAM Hobbing : Hobbing adalah suatu teknik pembuatan rongga cetakan yang dilakukan dengan cara menekankan sepotong baja ke-ras (hob) ke dalam baja lunak. Penggunaan : • cetakan untuk industri plastik, • cetakan untuk cetak tekan (die casting). Figure 8.11 Die hob producing a mold cavity by pressing into soft steel. 8-22
PENGERJAAN DINGIN LOGAM Hobbing : Keuntungan : • dapat diperoleh rongga se- jenis secara ekonomis, • permukaan rongga mulus. Kekurangan : • diperlukan beberapa kali penekanan dan anil secara bergantian, • diperlukan tenaga terlatih upah tenaga kerja mahal. Figure 8.11 Die hob producing a mold cavity by pressing into soft steel. 8-23
PENGERJAAN DINGIN LOGAM Stempel (coining) dan cetak timbul (embossing) : Figure 8.12 Illustrating the difference between coining and embossing. Stempel : Dilakukan dalam cetakan sedemikian sehingga logam (benda tebuk) tidak dapat mengalir dalam arah lateral. Benda tebuk harus lebih lunak daripada die dan punch. Penggunaan : pembuatan mata uang logam. 8-24
PENGERJAAN DINGIN LOGAM Stempel (coining) dan cetak timbul (embossing) : Figure 8.12 Illustrating the difference between coining and embossing. Cetak timbul : Puch yang digunakan mempunyai lekukan sehingga hanya menyentuh sebagian dari bahan tebuk. Disini terjadi proses penarikan atau peregangan dan tidak memerlukan tekanan yang tinggi. Penggunaan : pelat nomor kendaraan. 8-25
PENGERJAAN DINGIN LOGAM Cetak timbul putar (rotary embossing) : • Digunakan cetakan berupa silinder untuk lembaran dan foil; • Logam diumpankan di sela rol yang ber- putar. Figure 8.13 Rotary embossing. 8-26
PENGERJAAN DINGIN LOGAM Keling (riveting) dan tagan (staking) : Figure 8.14 Illustrating the difference between riveting and staking processes. Keling : Bagian yang akan disambung digurdi (drilled) terlebih dahulu, kemudian dipasangkan paku keling. Kepala paku keling ditahan dengan penahan dan pada bagian yang lain ditekan dengan punch. Penggunaan : • penyatuan kulit (skin) dengan rib pesawat • terbang, • peralatan rumah tangga, dll. 8-27
PENGERJAAN DINGIN LOGAM Keling (riveting) dan tagan (staking) : Figure 8.14 Illustrating the difference between riveting and staking processes. Tagan : Bagian yang satu dengan bagian yang lainnya ditekan dengan punch tangan yang berbentuk tajam atau berbentuk cincin dengan tepi yang tajam sehingga kedua bagian tersebut tersambung dengan erat. Penggunaan : • pemasangan roda gigi pada poros putar. 8-28
PENGERJAAN DINGIN LOGAM Pembentukan rol : • Mesin ini terdiri dari beberapa pa- sangan rol yang secara progresif memberi bentuk pada lembaran logam yang diumpankan secara kontinu dengan kecepatan 18 s/d 90 m/menit; • Disamping pasangan rol horison- tal, terdapat rol pembantu yang dipasang dalam arah vertikal dan rol pelurus; • Strip logam, berasal dari gulungan masuk ke dalam mesin, dan dirol sehingga berbentuk pipa oleh lima pasang rol sebelum dilas. Figure 8.15 Cold roll tube-forming machine. Strip enters machine from coil (not shown) and is bent to tubular shape by five pairs of rolls before being welded. 8-29
PENGERJAAN DINGIN LOGAM Profil yang dapat dibuat dengan proses rol dingin : A. Berbagai profil dari gulungan strip logam; B. Urutan tahap pembua- tan rangka jendela. Figure 8.16 Cold-rolled formed parts. A. Miscellaneous parts formed from coiled strip. B. Sequence of forming operation for window screen section. 8-30
PENGERJAAN DINGIN LOGAM Pelengkungan pelat (plate bonding) : • Terdiri dari 3 buah rol, dua buah tetap dan sebuah dapat diatur tempatnya; • Lembaran logam dimasuk- kan diantara ketiga rol ter- sebut, kemudian rol yang tidak tetap ditekan sehing- ga terjadi pelengkungan. Figure 8.17 Plate-bending rolls. Penggunaan : untuk membuat benda silindris. 8-31
PENGERJAAN DINGIN LOGAM Kampuh (seaming) : A. Kampuh sambungan luar memanjang; B. Kampuh sambungan da- lam memanjang C. Kampuh gabungan; D. Kampuh ganda untuk kemasan dengan alas rata; E. Kampuh ganda untuk ke- masan dengan alas mele- kuk ke dalam; F. Kampuh atas dengan ba- han perekat; Figure 8.18 Seams used in container manufacture. G. Kampuh las tahanan. Penggunaan : pada pembuatan drum, ember, kaleng, dll. 8-32
PENGERJAAN DINGIN LOGAM PROSES PEMBENTUKAN BERENERGI TINGGI Pembentukan dengan ledakan : A. Pembentukan dengan pe- nekanan cairan secara langsung; B. Operasi pengembangan; C. Pembentukan dengan te- kanan gas secara lang- sung; D. Palu yang digerakkan dengan gas. Figure 8.19 Cara pembentukan berenersi tinggi 8-33
PENGERJAAN DINGIN LOGAM Pembentukan magnetik : • Mula-mula kondensor yang dirangkaikan secara para- lel diberi tegangan E; • Saklar tegangan tinggi di- on-kan, energi listrik yang terhimpun mengalir mela- lui kumparan, menghasil- kan medan magnit yang sangat kuat; Figure 8.20 Skema suatu rangkaian elektro-magnetik • Medan ini menimbulkan arus induksi dalam bendakerja yang konduktif yang terletak di dalam atau dekat kumparan, dan menghasilkan gaya pada bendakerja; • Bila gaya ini melebihi batas elastis bendakerja akan mengakibatkan terjadinya deformasi permanen. 8-34
PENGERJAAN DINGIN LOGAM Berbagai cara kemungkinan perubahan bentuk : Kumparan dipasang dise- keliling tabung, gaya yang timbul mendorong bahan menyatu dengan erat disekeliling tabung; Kumparan ditempatkan di dalam bendakerja, gaya yang timbul akan men- desak bahan mengikuti bentuk kelapak (collar) Figure 8.21 Berbagai cara pembentukan magnetik C. Bendakerja (pelat datar) diletakkan diantara kumparan dan cetakan, gaya yang dihasilkan mendorong pelat tesebut ke dalam rongga cetak sehingga menghasilkan cetak timbul atau dipotong. 8-35
PENGERJAAN DINGIN LOGAM PROSES-PROSES LAIN Ekstrusi Impak : • Bahan tebuk diletakkan dalam rongga cetak kemudian ditekan dengan pons; • Karena gaya cukup besar, logam tertekan ke atas disekitar penekan (pons). Penggunaan : • kemasan tapal gigi, • selongsong peluru, dll. Figure 8.22 Seams used in container manufacture 8-36
PENGERJAAN DINGIN LOGAM Penumbukan Peluru (Shot Peening) : • Peluru halus disemburkan dengan kecepatan tinggi mengenai per-mukaan meninggalkan jejak halus sehingga terjadi aliran plastik pada permukaan sedalam seper-ratusan mm; • Regangan plastik ini dihalangi lapisan di bawahnya, yang cen-drung kembali kekeadaan mula, sehingga lapisan luar dengan tekanan dan lapisan dibawahnya dengan tegangan; Figure 8.23 Poros gandar yang mengalami shot peening • Pengaruh adanya tekanan pada lapisan luar menyebabkan daya tahan fatiknya meningkat. 8-37
PENGERJAAN DINGIN LOGAM S E L E S A I 8-38