Download
1 / 12
130 likes | 268 Views
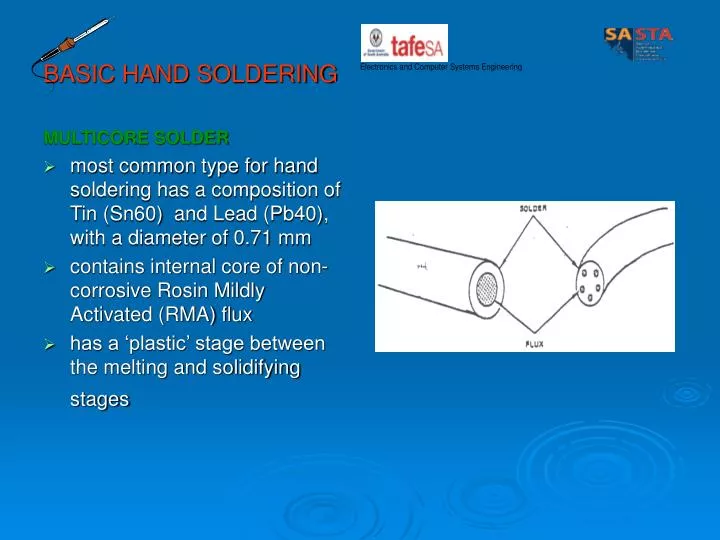
BASIC HAND SOLDERING MULTICORE SOLDER most common type for hand soldering has a composition of Tin (Sn60) and Lead (Pb40), with a diameter of 0.71 mm contains internal core of non-corrosive Rosin Mildly Activated (RMA) flux has a ‘plastic’ stage between the melting and solidifying stages.

E N D
BASIC HAND SOLDERING MULTICORE SOLDER • most common type for hand soldering has a composition of Tin (Sn60) and Lead (Pb40), with a diameter of 0.71 mm • contains internal core of non-corrosive Rosin Mildly Activated (RMA) flux • has a ‘plastic’ stage between the melting and solidifying stages
BASIC HAND SOLDERING • ‘Dry joints’ are caused through: • movement of joint during ‘plastic’ stage • thermal stress • PCB contamination • oxidisation
BASIC HAND SOLDERING TIPS • appropriate size and width is determined by the size of the connection to be made • ideally 2/3 to equal the diameter of the pad • tips should be correctly 'tinned’ at all times, by adding a small amount of solder to the hot tip
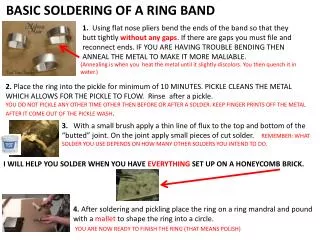
BASIC HAND SOLDERING LEAD FORMING • minimum distance from the end of the component body to the start of the lead bend is usually 2 lead diameters or 1.5mm for hand bending methods • without undue pressure hold the component lead with the pliers and bend the lead protruding beyond the pliers with a finger until a 90 degree angle is formed. • if damaged discard component
BASIC HAND SOLDERING COMPONENT MOUNTING • Radial leaded loaded slightly off the PCB (0.3 - 3.0mm) • Axial-leaded loaded with the body of the component very close to the PCB (0.3 - 3.0mm)
BASIC HAND SOLDERING BENDING AND MOUNTING OF COMPONENTS • mounted centrally between the holes • resistors mounted so colour code orientated in the same direction • polarised components should be orientated so that polarity symbols (+ or - ) and component value are visible
BASIC HAND SOLDERING LEAD TERMINATIONS TYPE 1 FULLY CLINCHED – • bend the lead flat against the pad • trim the lead to a length of between 1-2 lead diameters • Used in High Quality/High Reliability military or life support applications • difficult to rework TYPE 2 SEMI-CLINCHED – • bend the lead to an angle of approx. 45 • Cut to a minimum of 0.5mm and a max. of 1.5mm, or between 1-2 lead diameters • Used for commercial applications • ease of de-soldering TYPE 3 RIGID LEAD TERMINATION – • straight through termination • Cut to a length of min. 0.5mm and max. of 1.5mm, or between 1-2 lead diameters
BASIC HAND SOLDERING CONSTRUCTING A GOOD SOLDER JOINT • Figure a) the amount of solder applied is minimal and may result in a poor electrical connection over time. • Figure b) shows the optimal solder joint that has good wetting between component lead and PCB pad. • Figure c) indicates an excessive amount of solder has been applied to the connection.
BASIC HAND SOLDERING CLEANING • a process of removing contaminates before and after soldering • ensures good mechanical/electrical connection • Three different methods: • Mechanical - scourer or bristle brush • Chemical - solvents eg. Isopropyl Alcohol • Thermal - solder pot
BASIC HAND SOLDERING BASIC SOLDERING PROCEDURE • iron temperature is set at approx. 350 • soldering iron tip size is suitable • solder sponge is damp • tip is clean and shiny (wipe & tin) • Apply flux (RMA) to help ‘wetting’ if necessary • soldering iron at a 45 angle
BASIC HAND SOLDERING BASIC SOLDERING PROCEDURE • heat the lead and the pad simultaneously • flowing solder around the joint forms a heat bridge • remove soldering iron and solder simultaneously (prevents ‘spiking’) • clean the PCB with Isopropyl Alcohol and a bristle brush • wipe or pat dry with a lint free tissue to remove traces of residue.
BASIC HAND SOLDERING Use appropriate safety equipment • fume extractors • hand cleaners • goggles READY TO SOLDER