Download
1 / 25
250 likes | 382 Views
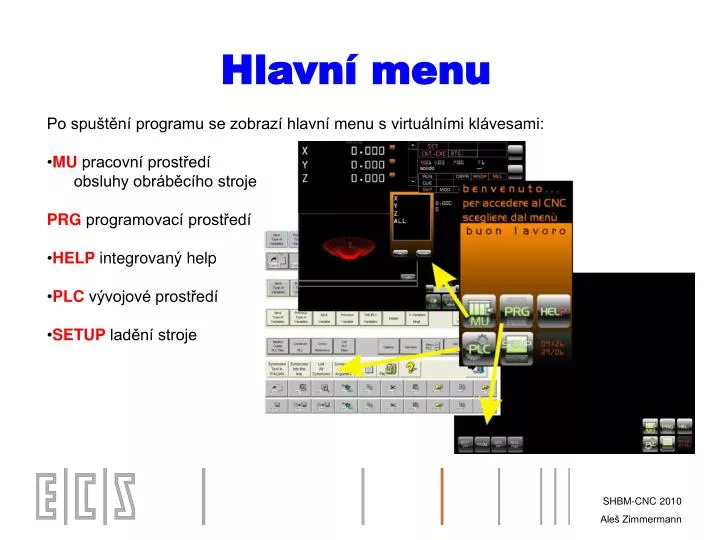
Hlavní menu Po spuštění programu se zobrazí hlavní menu s virtuálními klávesami: MU pracovní prostředí obsluhy obráběcího stroje PRG programovací prostředí HELP integrovaný help PLC vývojové prostředí SETUP ladění stroje. SHBM-CNC 2010 Aleš Zimmermann.

E N D
Hlavní menu • Po spuštění programu se zobrazí hlavní menu s virtuálními klávesami: • MU pracovní prostředí obsluhy obráběcího stroje PRG programovací prostředí • HELP integrovaný help • PLC vývojové prostředí • SETUP ladění stroje SHBM-CNC 2010 Aleš Zimmermann
MU pracovní prostředí obsluhy stroje SHBM-CNC 2010 Aleš Zimmermann
MU I. Vizualizace polohy Ikony stavu osy Aktivní osa JOG režimu Posuvník klik Klik pravým tlačítkem myši Doplňková informace: Zbývající vzdálenost Vlečná chyba Referenční hodnota Pulzy odměřování Status osy SW spínače SHBM-CNC 2010 Aleš Zimmermann
MU II. Vizualizace polohy Osa kontrolovaná PLC Kladná a záporná délková korekce Osa s kolečkem v DRF modu Aktivní dynamická matice Osa v JOG režimu Osa v JOG režimu s ručním kolečkem Osa s úhlovou hlavou Osa s aktivním zrcadlením Nezreferovaná osa Osa nekontrolovaná CNC „FRE“ FRV osa Vřeteno SHBM-CNC 2010 Aleš Zimmermann
MU III. Real time grafika 3D drátěný model je kdykoliv přístupný obsluze klik Pevný model jako opce. SHBM-CNC 2010 Aleš Zimmermann
MU IV. Real time grafika Pravý sloupec tlačítek je přístupný v TESTOVACÍM REŽIMU Změna pohledu Zobrazí celý rozsah Zobrazí rozsah daný v partprogramu jako velikost materiálu Zobrazí nástroj Vyhledávání v cyklech Zobrazí 3 řádky programu Pohyb ve vykonaném kódu k usnadnění restartu PARTPROGRAMU klik SHBM-CNC 2010 Aleš Zimmermann
MU V. Aktivní režim SHBM-CNC 2010 Aleš Zimmermann
MU VI. Aktivní režim SHBM-CNC 2010 Aleš Zimmermann
MU VII. Proces display Menu nástrojů Zobrazí tabulku počátků Aktivní řádek programu Úprava tabulky počátků Poslední M funkce, po kliknutí zobrazí všechny aktivní Mfce Převzetí počátku z aktuální polohy Jméno aktivního PARTPROGRAMU Poslední G funkce, po kliknutí zobrazí všechny aktivní Gfce SHBM-CNC 2010 Aleš Zimmermann
MU VIII. Nástroje Zobrazí redukovanou tabulku nástrojů Zobrazí okno s kompletními údaji o nástrojích Zobrazí okno s údaji o offsetech nástrojů Umožňuje v režimu JOG upravit hodnotu aktuální polohy u nástroje s aktivovanou kompenzací SHBM-CNC 2010 Aleš Zimmermann
MU IX. JOB info Info o cyklech Hrubovací přídavky Informace o pracovní rovině SHBM-CNC 2010 Aleš Zimmermann
PLC I. Programování PLC kódu Nástroj pro ladění Analyzér logických stavů Osciloskop Přepínání ALT <-> EXE Výmaz NAVETTY SHBM-CNC 2010 Aleš Zimmermann
PLC II. Menu LOG menu DBG menu Menu manipulace s textem a soubory SHBM-CNC 2010 Aleš Zimmermann
PLC III. crossreference Crossreference – výpis použitých proměnných a jejich umístění v souborech projektu. Inicializované proměnné jsou označeny hvězdičkou Nástroj ladícího prostředí umožňující pohotově sledovat stav proměnných různých formátů. SHBM-CNC 2010 Aleš Zimmermann
PLC III. Kompletní PLC kód prezentovaného CNC #include "df_syn.inc" /* definice synonym ECS */ #include "funplc.inc" #include "plc_syn.inc" /* definice synonym */ #include "df_ioplc.h" /* synonyma IO Ethercat */ void PLC_RB900_Comune(); void PLC_RB900_Fresa(); void PLC_GestPannelTastMu(void); void PLC_QalQuick (void) {} void PLC_PowerOff (void) {} void qal( void ) { tastcnc(); /* routine che gestisce la tastiera CNC: tasti P1...P8 */ tasfuecs(); /* routine che gestisce la premuta dei tasti funzione */ modijog(); /* passa al CNC il numero d'ordine dell'asse da muovere */ aggvol(); /* gestisce input Volantini da SCHEDE ASSI, da TASTIERA */ if( pon ) { SetQalQuick(PLC_QalQuick); SetPowerOff(PLC_PowerOff); MAXOVF = 120; //inic. overridů MAXOVR = 100; MAXOVS = 150; MINOVS = 10; } PLC_RB900_Comune(); PLC_RB900_Fresa(); if ( TASMUECS ) { GestCncKey(); PLC_GestPannelTastMu(); } else { //Abilita Gestione Overrides a Video AOVERTS = 1; /* Imposizione segnale ausiliari M.U. inseriti */ AUXON = 1; } gestovr(); RABIL0=AUXON; aggax(); idddrive(); IDRVON0= AUXON; IDRVON1= AUXON; IDRVON2= AUXON; IDRVON3= AUXON; IDRVON4= AUXON; if ( NEWSAT ) { IAPPATT = OCODSAT; } if ( NEWSMN ) { IMNDATT = OCODSMN; } } SHBM-CNC 2010 Aleš Zimmermann
;********************************* ;* HLAVNI PROGRAM: B2-05-00 * ;********************************* LBL 1000 L M9001 ON M9001 = M1 = M9001 CM 0 CM INPUT CM 1 ;NULOVANI KONCEM PROGRAMU L M4170 AN M1004 = M1006 R M1038 R M1039 R M1041 R M1427 R M2269 L M4072 AN M1034 = M1005 L M4072 = M1034 L M4075 AN M2831 = M2830 L M4075 = M2831 L M4170 = M1004 L M4155 O M4150 O M4151 = M1001 ;CTENI MP PLC IV. Srovnání PLC kód z WHN13.8 s HEIDENHAIN iTNC530 Program je: Kratší Přehlednější Možnost používat synonyma Jednoduchá aplikace i komplikovaných logických funkcí Bezproblémové používání aritmetických funkcí Snadná přenositelnost SHBM-CNC 2010 Aleš Zimmermann
PRG I. Prostředí Programování PARTPROGRAMU Prostředí simulace běhu programu Program Manager Notepad SHBM-CNC 2010 Aleš Zimmermann
PRG II. Struktura menu Hlavní menu Vrtací a závitovací cykly Makra EXPERT menu Editace Simulační prostředí SHBM-CNC 2010 Aleš Zimmermann
PRG III. Makra SHBM-CNC 2010 Aleš Zimmermann
PRG IV. EXPERT menu Všechny prvky mohou být zadávány jak přes GUI, tak textově. ECS varianta přístupu k podpoře dílenského programování. Nad základní ISO vrstvou je LIP rozšíření, které řeší nelineární programování. GAP vrstva řeší problémy uzavřené geometrie EXPERT vrstva pak neuzavřenou geometrii SHBM-CNC 2010 Aleš Zimmermann
PRG V. PPGM CODE & SHOW - Ladění PARTPROGRAMU - Syntaktická kontrola - Měření délek a časů Konverze GAP → ISO Definice polotovaru SHBM-CNC 2010 Aleš Zimmermann
SETUP I. Struktura kalibračních souborů je navržena, tak aby používala zkratky nebo celá slova reálného jazyka a byla maximálně čitelná. Posunutí počátků vztažných bodů. Tabulka nástrojů Kontrola CNC proměnných Nastavení parametrů stroje Informace o SW Informace o HW Heslo Vypnutí CNC SHBM-CNC 2010 Aleš Zimmermann
SETUP II. Struktura menu SHBM-CNC 2010 Aleš Zimmermann
SETUP III. Kalibrační soubor AXS.TAR GEN: ORD=0 NAM=X TIP: IND=N TYP=INC AMN=N DSP=Y DRZ=1 SNS=C ATN=Y;D;D DEF: NIP= DFV=3 RSM=0.001 SMT=I REF=I OFF=0 ORG=0 ATR=Y CIN: RAP=6600 MRG=1 KI=0 SGL=50 SFS=4 FFS=0.5 DIN: ACC=10000 KAC=1 KV=20 PMT=20 CLC=N ERR: ALL=Y FNC: FC=Y FCP=210 FCN=-210 MND: SGV= MFR= MSM= M03= SOK= FGV= ACV= GAM: GM0= GM1= GM2= GM3= GM4= GM5= GEN: ORD=1 NAM=Z TIP: IND=N TYP=INC AMN=N DSP=Y DRZ=3 SNS=C ATN=Y;S DEF: NIP= DFV=3 RSM=0.001 SMT=I REF=N OFF=0 ORG=0 ATR=Y CIN: RAP=8800 MRG=1 KI=0 SGL=50 SFS=4 FFS=0.5 DIN: ACC=10000 KAC=1 KV=20 PMT=20 CLC=N ERR: ALL=Y FNC: FC=N FCP=1400 FCN=0 MND: SGV= MFR= MSM= M03= SOK= FGV= ACV= GAM: GM0= GM1= GM2= GM3= GM4= GM5= GEN: ORD=2 NAM=C TIP: IND=Y TYP=INT AMN=Y;P;M DSP=Y DRZ=3 SNS=D ATN= DEF: NIP=10000 DFV=3 RSM=0.036 SMT=I REF=N OFF=28 ORG=0 ATR=Y CIN: RAP=2245 MRG=1 KI=0 SGL=50 SFS=20 FFS=5 DIN: ACC=600;0.000;0;0 KAC=1 KV=25.00;1.00;20.00;0 PMT=0 CLC=N ERR: ALL=Y FNC: FC=N FCP=0 FCN=0 MND: SGV=50 MFR=10;30 MSM=N M03=CW SOK=20;5;10 FGV=Y;20;50;10;5 GAM: GM0=0.4 GM1=1 GM2=1 GM3=1 GM4=1 GM5=1 SHBM-CNC 2010 Aleš Zimmermann
SETUP IV. Soubory Ethercat.tar a Machine.tar [ECS] Nome = Ethercat Versione = 1.0 UltimaModifica = 21/12/2012 10:10:10 Presente = 1 ;___________________________________ [NODO] Tipo = ControlTechniquesDigitaxST IdEthercat = 1 IdPlc = 1 Presente = 1 [STOP] [ECS] Nome = Machine Versione = 1.0 UltimaModifica = 21/12/2012 10:10:10 [SETTINGS] NumeroAssi = 5 ; Numero di assi configurati TCyc = 0.001 ; Tempo di interpolazione (in secondi) TauPlc = 5 ; Tempo di ciclo del plc ; Taratura della tastiera ECS [TASTIERA_ECS] Presente = 0 ; = 0 indica tastiera ecs assente Handwheel = 1 ; = 0 indice trasferimento dati volantini [ETHERCAT] Presente = 1 ; = 0 comunicazione ethercat ;_____________________________________________________________________________ [ASSE] Indice = 0 ; ordine dell'asse nel cnc Tipo = FALSE ; tipo di asse ; EC = asse Ethercat ; FALSE = asse falso IdEthercat = 2 ; IdEthercat dell'asse (ordine dell'asse Trasduttore = 0 ; = 0 trasduttore interno (o encoder 1 per Baum ; = 1 trasduttore esterno Drive = 0 ; Tipo di drive TipoTrasduttore = 0 ; = 0 : Trasduttore incrementale [MICRO] IndiceAsse = 0 ; Ordine dell'asse di cui si sta configura Presente = 0 ; = 1 Indica la presenza del micro per Origine = 0 ; IdEthercat del nodo al quale Ingresso = 0 ; Numero di risorsa (di input digitale) [STOP] SHBM-CNC 2010 Aleš Zimmermann