Download
1 / 1
10 likes | 123 Views
Optimal Energy Delivery Weld Controller. Gurunath Kedar-Dongarkar Tejaswini Badawe Premchandra SharathKumar Dr. Manohar Das Dr. Vernon Fernandez Gerry Grzadzinsky. Objectives Development of a microcontroller based Optimal Energy Controller (OEDC) for the Resistance Spot Welding process.

E N D
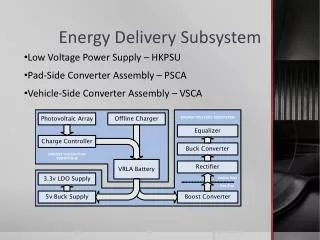
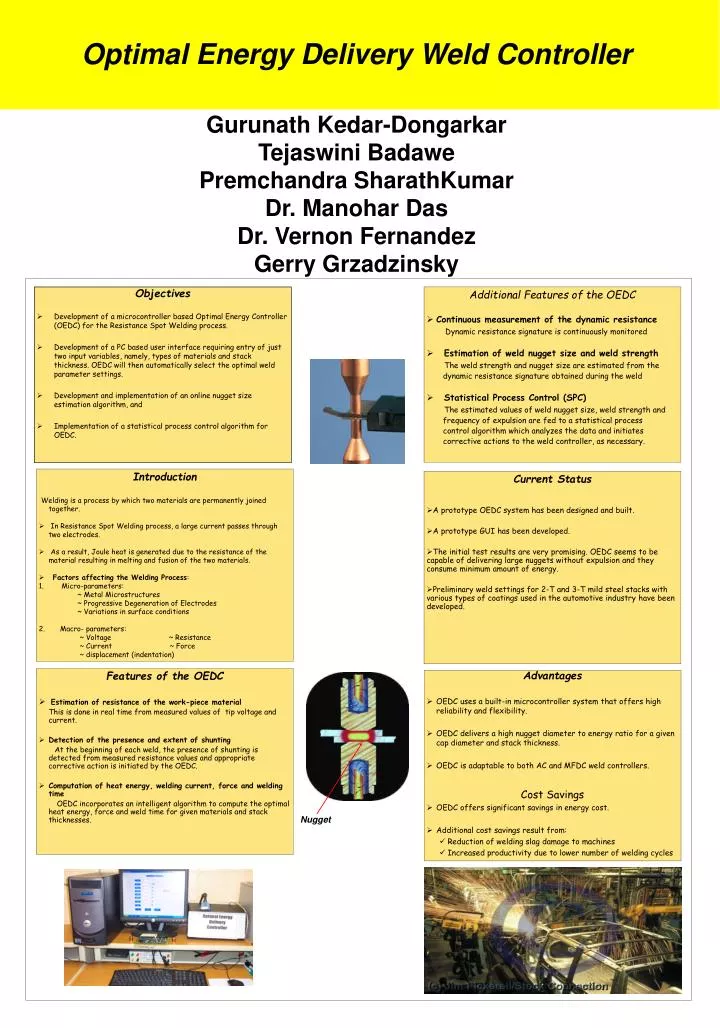
Optimal Energy Delivery Weld Controller Gurunath Kedar-Dongarkar Tejaswini BadawePremchandra SharathKumar Dr. Manohar Das Dr. Vernon FernandezGerry Grzadzinsky • Objectives • Development of a microcontroller based Optimal Energy Controller (OEDC) for the Resistance Spot Welding process. • Development of a PC based user interface requiring entry of just two input variables, namely, types of materials and stack thickness. OEDC will then automatically select the optimal weld parameter settings. • Development and implementation of an online nugget size estimation algorithm, and • Implementation of a statistical process control algorithm for OEDC. • Additional Features of the OEDC • Continuous measurement of the dynamic resistance • Dynamic resistance signature is continuously monitored • Estimation of weld nugget size and weld strength • The weld strength and nugget size are estimated from the • dynamic resistance signature obtained during the weld • Statistical Process Control (SPC) • The estimated values of weld nugget size, weld strength and • frequency of expulsion are fed to a statistical process • control algorithm which analyzes the data and initiates • corrective actions to the weld controller, as necessary. • Introduction Welding is a process by which two materials are permanently joined together. • In Resistance Spot Welding process, a large current passes through two electrodes. • As a result, Joule heat is generated due to the resistance of the material resulting in melting and fusion of the two materials. • Factors affecting the Welding Process: • Micro-parameters: ~ Metal Microstructures ~ Progressive Degeneration of Electrodes ~ Variations in surface conditions 2. Macro- parameters: ~ Voltage ~ Resistance ~ Current ~ Force ~ displacement (indentation) • Current Status • A prototype OEDC system has been designed and built. • A prototype GUI has been developed. • The initial test results are very promising. OEDC seems to be capable of delivering large nuggets without expulsion and they consume minimum amount of energy. • Preliminary weld settings for 2-T and 3-T mild steel stacks with various types of coatings used in the automotive industry have been developed. • Features of the OEDC • Estimation of resistance of the work-piece material • This is done in real time from measured values of tip voltage and current. • Detection of the presence and extent of shunting • At the beginning of each weld, the presence of shunting is detected from measured resistance values and appropriate corrective action is initiated by the OEDC. • Computation of heat energy, welding current, force and welding time • OEDC incorporates an intelligent algorithm to compute the optimal heat energy, force and weld time for given materials and stack thicknesses. Advantages • OEDC uses a built-in microcontroller system that offers high reliability and flexibility. • OEDC delivers a high nugget diameter to energy ratio for a given cap diameter and stack thickness. • OEDC is adaptable to both AC and MFDC weld controllers. • Cost Savings • OEDC offers significant savings in energy cost. • Additional cost savings result from: • Reduction of welding slag damage to machines • Increased productivity due to lower number of welding cycles Nugget