Download
1 / 49
490 likes | 508 Views
Air Compressor & Receiver. Prepared by C/E Chew Eng Lai. Learning Objectives. Uses of compressed air Installation requirements Air compression theory Multistage compression Volumetric efficiency Constructional details Operation and Maintenance Compressor lubrication Explosion hazard

E N D
Air Compressor & Receiver Prepared by C/E Chew Eng Lai
Learning Objectives • Uses of compressed air • Installation requirements • Air compression theory • Multistage compression • Volumetric efficiency • Constructional details • Operation and Maintenance • Compressor lubrication • Explosion hazard • Air receivers
Uses of compressed air • 25 – 30 bar • Starting of main & auxiliary engines • Boiler soot blowing • 4 – 7 bar • Service air • Whistle air • Pneumatic tools • Life boat, pilot ladder • 1.5 – 2 bar • Instrumentation & control
Installation Requirements Compressors • Minimum 2 or more compressors • Sufficient capacity to charge air receivers within 1 hour from atm. to max. pressure to provide • 6 starts for non reversible engine • 12 starts for reversible engine • 1 emergency air compressor & receiver for dead ship condition Air Receivers • At least 2 air receivers with sufficient capacity without replenishment and able to provide • 6 starts for non reversible engine • 12 starts for reversible engine
Installation Requirements Pressure Relief devices • Relief v/v to be fitted after each stage of compression • Relief v/v to be fitted on the air receiver • Relief v/v or bursting disc to be fitted on inter & after coolers Air Temperature • Limited to 93OC to prevent explosion • Fusible plug or high temp cut out provided as safety measure Pressure Test Cylinders, cylinder covers, inter & after coolers are tested by hydraulic pressure to twice their working pressure. Casing of intercooler and after cooler is hydraulically tested to 1.5 times the cooling water pressure
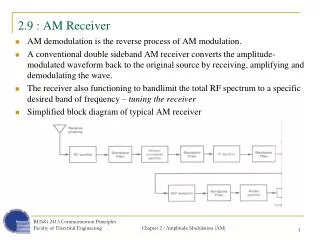
Air compression Theory • Nearly perfect gas, as air is composed of mainly 23% oxygen and 77% nitrogen & rest other gases by mass • Mixture of gases behave as near as perfect gases • Follows perfect gas laws – Boyle’s and Charles’ laws • During compression • Volume reduces • Pressure & temperature increases • Mass remains constant Air follows the combination of gas laws: PV = mRT; PV / T = mR = Constant
Types of Compression • Isothermal compression (PV = C) • no rise in temp during compression • heat is removed during compression • least power input & most efficient • difficult to achieve in practice • Adiabatic/Isentropic compr. (PV1.4 = C) • no heat removed & temp. rises progressively during compression • power input is max. & efficiency is low • Polytropic compression (PV1.3 = C) • actual compression process in practice • heat is extracted during compression • lies between isothermal and isentropic compression • work done to compress air is reduced
Ideal P-V Diagram 4-1 Air induction 1-2 Air compression 2-3 Air delivery 3-4 Expansion of remaining air Vc Clearance vol. Vs Swept vol (V1 – Vc) VI Induced vol (V1 – V4) Vol eff. = Induced vol/Swept vol Compr. ratio = V1/ V2 = P2 / P1
Actual P-V Diagram • Similar to ideal except induction & del. process • Which are modified by v/v action • Waviness of the lines 4-1 and 2-3 is due to • v/v bounce • v/v inertia • spring action • variation in back pressure
Volumetric Loss Due to clearance Volume
Effect of increasing Clearance Volume
Multistage Compression As the pressure increases, more stages are required with intercooling due to following disadvantages of single stage compression: • Low volumetric efficiency • As pressure ratio P2 / P1 is increased, vol efficiency drops • High air delivery temperature Increase in pressure ratio results in higher delivery temp. causing • excess coke deposits • thermal stress • Lubrication problem • Explosion hazard • Increased power input • Inter-stage cooling lowers the work done in compressing air Number of stages is governed by the required final pressure of the compressed air.
Multistage Compression • Applied when delivery press. is high • Compression is carried out in stages • Ensures equal rise in temp in each stages to prevent v/vs & springs damage • Requires minimum work; shaded area indicates the wok saved • If stage pressures are P1, P2 & P3, P4 P2 =P1 . P3 & P3 =P2 . P4
Multistaging & Intercooling Advantages: • Compression work is reduced • Vol efficiency and hence compressor capacity is increased • It approximates isothermal compression • Vol of air delivered is reduced; as a result reduced size of cylinder, piston and delivery pipes is required • Reduced air delivery temp gives less thermal &mechanical loading and better lubrication of piston & cylinder • Due to less temp, suc & del valves remain clean • Facilitates moisture separation • Use of intercooler allows smaller receiver
Volumetric Efficiency It is the relationship between the Qty of air discharged and the swept volume. vol of air discharged as free air Vol efficiency = swept vol of L.P. piston Free air is air at atm. press and at 15 deg C Vol.eff. always refer to low pressure piston
Clearance Volume To provide for thermal expansion and prevent the piston from striking cylinder cover, a small clearance, called bumping clearance is maintained between cylinder cover & piston • Bumping clearance must be as small as possible • High bumping clearance reduces vol effn. of compressor • Reduces compressor capacity & increases disch air temp. • Bumping clearance is effected by bearing wear & gasket thickness • Low bumping clearance can cause mechanical damage • Bumping clearance must be checked after overhauling • Clearance volume is about 6% of swept volume
Factors affecting volumetric efficiency • Clearance volume - gaskets , bearing wear down • Valves – dirty, leaky, spring tension • Leakage past piston rings • Insufficient cooling water due to dirty coolers • High cooling water temp. • High air inlet temp. • Throttling of air intake due to • Dirty intake filter • Insufficient suction v/v lift • Strong suction v/v spring
Air Filter Material – felt or paper, metal gauze or nylon strands Remove contaminant to prevent abrasive wear of piston rings, valves deposit on valves casing source of ignition Very dirty filter will cause Reduction in suction pressure Increase in compression ratio Increase in discharge temperature may cause coke deposit Less air flow and danger of overheating coke deposits In extreme case disch. temp.may exceed auto ignition temp of LO, resulting in an explosion Components
Components Suction & Delivery Valves • Low inertia automatic valves which operate on low diff pressure • Material used for • Valve seat – 0.4% carbon steel hardened & polished surface • Valve plate – Nickel or stainless steel hardened & polished • Spring – tempered hardened steel • Usually of same type, only differences are spring load and the valve lift • Excessive lift causes impact & v/v breakage • Late closing of v/v affects volumetric efficiency • Coke deposits make v/vs • leaky & sticky • causing overheating • reduce vol. efficiency
Piston • Trunk type piston is used in single acting compressor • Tandem piston is used in multistage compact design • Aluminium alloy material is used for • good friction properties • high strength with low coeff. of thermal expansion • Piston rings material is alloyed cast iron • HP piston rings are made thicker
Bearings • Thin shell type in modern compressor • Requires L.O. pressure above 2 bar • Conventional thick shell can run even at 1.0 bar Crankshaft • Usually forged carbon steel integral with counter weight • Cast steel being fatigue prone is not used
Inter-cooler & After-cooler Multi Tubular • Copper tubes expanded in brass tube plates with allowance for expansion of tube nest • Cast iron casing with bursting disc, to protect against sudden over pressure • Drain pocket to remove moisture • Relief v/v to protect against over pressure on air side • In case of tube leakage, leaky tube is plugged / replaced
Inter-cooler & After-cooler Single Coil Type • A single long copper coil is used • Casing is protected by bursting disc • in case of coil leakage, complete replacement of coil is required
Drain Trap • Provided to drain off water & oil automatically from compressed air system • Water must be drained at each stage to prevent • Removal of oil film from cylinder wall, assisting wear of liner and piston ring • Corrosion to form iron oxide, assisting degradation of oil • Requires regular inspection
Unloader • Prevents compressor to start on load • Some of many methods to unload compressor cylinder • throttling of suction • speed variation • by-pass discharge to suction • depression to hold suction v/v plates on their seats Last two methods are most widely used in marine compressors.
Unloader Suction Valve Depression • Fitted on each stage suction valves • Actuated by solenoid or pilot air
Air Receiver • Size depends on engine requirements • Should have sufficient capacity to give • 12 consecutive starts for reversible engine • 6 consecutive starts for non reversible engine • Fabricated from good quality mild steel with UTS 500 MN/m2 with an elongation of not less than 23% to 25% • having one longitudinal welded seam • welded hemispherical dish at the ends with elliptical manhole door • Must be cleaned internally & coated with paint or copal varnish • Fitted with necessary mountings
Mechanics of Explosion • Oxidation of oil Rate of oxidation depends on • Temperature • Air pressure • Presence of catalyst – iron oxide • Exposure time Heat generated due to oxidation is removed by air flow & CW • Coke Deposits • Due to oxidation coke deposit on leaky valves cause high temp. • Max tolerable thickness of coke layer – 2 mm (for 10 to 30 bar press) • Explosion • Fire can initiate in unloaded compressor • Burning coke could act as ignition point for air-oil vapour mixture • Spontaneous ignition followed by weakening the metal wall can initiate explosion
Prevention of Explosion • Design of compressor Installation • Air flow rates & exposure time • Prevent oil accumulation Air flow rate of 8m/sec keeps the pipes clean by moving the large oil droplets to cooler areas • Operation & Maintenance • Lubricating oil – oil feed rate, viscosity, antioxidant, oil change, draining of excess oil • Air filtration - contaminants • Temperature – air flow, leaky valves, CW flow, clean coolers • Catalysts – Iron oxides (rust) – requires regular draining of water
Function of Compressor Lubricant • Lubricate bearing, gears & rubbing parts • Remove heat due to compression & friction • Provide sealing to minimise air loss • Prevent corrosion • Be suitable for long term use
Lube Oil Recommendation Lubricating oil is recommended according to compressor classification-- light, medium, or heavy duty depending upon parameters as: • Compressor design • Type of cooling • Number of stages • Air flow rate • Oil retention time • Ambient condition • Ambient temp • Coolant temperature • Presence of dust or oil vapour • Operating system • Continuous or intermittent • maintenance
Lubrication Selection • According to normal lubrication requirement and to minimise coke deposit • Plain mineral oil is not used as it oxidises easily at high temp. and pressure • Lube oil must have anti-oxidant additives for good oxidation resistance • Low viscosity – easy spreading, effective sealing, hydrodynamic lubrication with low friction • Flash point – above 220oC • Oil with minimum heavy ends If oil has too broad distillation range, the more volatile portion may tend to evaporate leaving behind heavier ends in the hot zone
Synthetic Oil • Product made of chemical synthesis • Raw materials or base stock may be mineral oil derived • The chemical structure is planned and controllable • The molecular structure is variable so that product performance may be modified • Additive treated to produce lubricant with superior properties to mineral oil
Hydrocracked • Polyalphaolefin (PAO) • Ester Properties • Exceptional low temperature flow • Very high viscosity index • Exceptional thermal and oxidation resistance • Low volatility • Exceptional film strength Synthetic Base fluids
Choice of Lubricant Full Synthetic Semi-Synthetic Price Semi-Hydrocracked Mineral Performance
Synthetic Oil Advantages • Superior to mineral oil & excellent protection against corrosion • Suitable for severe operation • Good thermal & oxidation stability • Operate over wide temperature range • Good viscosity vs temp. properties • Low pour point (-33OC to - 48OC) • Good wear resistance with low viscosity • Reduced maintenance • Cleaner compressor due to minimum deposits • Long service life • Enhanced safety due to high flash point (246 to 266 deg C)
Synthetic Oil Disadvantages • Less compatible with seals & paint • Initial cost is high, but overall it may be cost effective • Possible mineral oil incompatibility • Potential toxicity
Operational Problems of Air Compressor • Drop of compressor capacity / pressure • Choking of air filter • Valves leaking • Increased bumping clearance • Leaky piston rings • Worn crank pin or journal bearing • Leaky cooler / breakdown of cooler • L.O. contamination • Fire and explosion
Case Study Intercooler Casing Burst Vessel Type : Tanker Main Engine: Sulzer The Accident The vessel was in HK at outside anchorage. One of the electric motor driven main air compressor intercooler casing burst that resulted in the 4th Engr. losing his life and 3rd engineer seriously injured.
Investigation An immediate investigation revealed following facts: • Heavy sludge deposits in intercooler cast iron casing • Cooling water inlet valve was jammed in the open position and partially chocked • This allowed restricted cooling water into the cooler • The casing bursting disc had ruptured • HP and LP relief valves were found in following conditions • HP relief v/v lifted @ 235 bar! Relief v/v spindle was partially seized • LP relief v/v was in proper order; but lifted at 10 bar • The compressor was surveyed 14 months before the accident; but record showed no mention of the followings: • testing of inter coolers and relief valves
Main Cause • Poor maintenance • 3rd engineer had started the compressor with disch. valve shut • Relief v/v was inoperable which eventually resulted in the bursting of the intercooler casing
Remedy • It is essential all safety devices of a pressure unit are thoroughly inspected for their general condition, operation, settings etc at every inspection and survey • Machinery eg air compressors, positive displacement pumps must not be started with discharge line blocked or shut