Download
1 / 52
540 likes | 719 Views
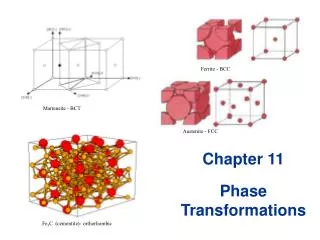
Ferrite - BCC. Martensite - BCT. Austenite - FCC. Chapter 10 Phase Transformations in Metals. Fe 3 C (cementite)- orthorhombic. Why do we study phase transformations?.

E N D
Ferrite - BCC Martensite - BCT Austenite - FCC Chapter 10 Phase Transformations in Metals Fe3C (cementite)- orthorhombic
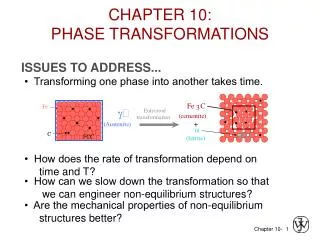
Why do we study phase transformations? • The tensile strength of an Fe-C alloy of eutectoid composition can be varied between 700-2000 MPa depending on HT process adopted. • Desirable mechanical properties of a material can be obtained as a result of phase transformations using the right HTprocess. • In order to design a HT for some alloy with desired RT properties, time & temperature dependencies of some phase transformations can be represented on modified phase diagrams. Based on this, we will learn: • Phase transformations in metals • Microstructure and property dependence in Fe-C alloy system • Precipitation Hardening, Crystallization, Melting, and Glass Transition
Topics to be covered: Transformation rate Kinetics of Phase Transformation Nucleation: homogeneous, heterogeneous Free Energy, Growth Isothermal Transformations (TTT diagrams) Pearlite, Martensite, Spheroidite, Bainite Continuous Cooling Mechanical Behavior Precipitation Hardening
Phase Transformations Phase transformations – change in the number or character of phases. • Simple diffusion-dependent • No change in # of phases • No change in composition • Example: solidification of a pure metal, allotropic transformation, re-crystallization, grain growth • More complicated diffusion-dependent • Change in # of phases • Change in composition • Example: eutectoid reaction • Diffusion-less • Example: meta-stable phase : martensite
Phase Transformations -Stages • Most phase transformations begin with the formation of numerous small particles of the new phase that increase in size until the transformation is complete. • Nucleation is the process whereby nuclei (seeds) act as templates for crystal growth. • Homogeneous nucleation - nuclei form uniformly throughout the parent phase; requires considerable supercooling (typically 80-300°C). • Heterogeneous nucleation - form at structural in-homogeneities (container surfaces, impurities, grain boundaries, dislocations) in liquid phase much easier since stable “nucleating surface” is already present; requires slight super-cooling (0.1-10ºC).
Supercooling • During the cooling of a liquid, solidification (nucleation) will begin only after the temperature has been lowered below the equilibrium solidification (or melting) temperature Tm. This phenomenon is termed super-cooling or under-cooling. • The driving force to nucleate increases as T increases • Small super-cooling slow nucleation rate - few nuclei - large crystals • Large super-cooling rapid nucleation rate - many nuclei - small crystals
Kinetics of Solid State Reactions • Transformations involving diffusion depend on time. • Time is also necessary for the energy increase associated with the phase boundaries between parent and product phases. • Moreover, nucleation, growth of the nuclei, formation of grains and grain boundaries and establishment of equilibrium take time. • As a result we can say the transformation rate is a function of time. • The fraction of reaction completed is measured as a function of time at constant T. • Tranformation progress can be measured by microscopic examination or measuring a physical property (e.g., conductivity). • The obtained data is plotted as fraction of the transformation versus logarithm of time.
FRACTION OF TRANSFORMATION • Fraction transformed depends on time. • Transformation rate depends on T. • r often small: equil not possible 2
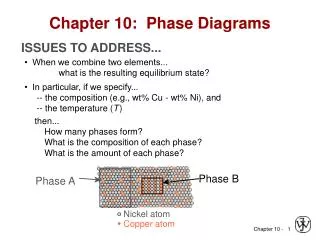
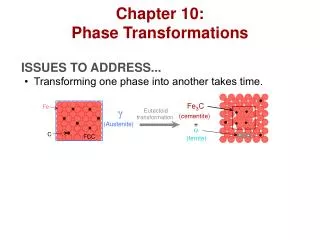
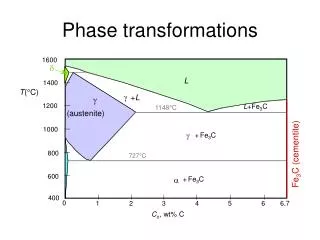
T(°C) 1600 d L 1400 g +L g 1200 L+Fe3C 1148°C (austenite) 1000 g +Fe3C a Eutectoid: Fe3C (cementite) ferrite Equil. Cooling: Ttransf. = 727ºC 800 727°C DT a +Fe3C 600 Undercooling by Ttransf. < 727C 0.022 0.76 400 0 1 2 3 4 5 6 6.7 C, wt% C (Fe) Transformations & Undercooling Eutectoid transformation (Fe-Fe3C system): g Þ a + Fe3C For transformation to occur, must cool to below 727°C 0.76 wt% C 6.7 wt% C 0.022 wt% C
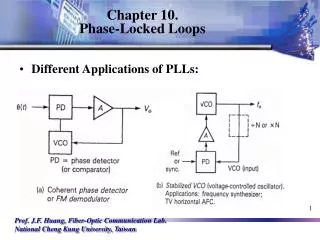
Generation of Isothermal Transformation Diagrams T(°C) Austenite (stable) TE(727C) 700 Austenite (unstable) Pearlite 600 isothermal transformation at 675°C 500 100% 50% 0%pearlite 400 time (s) 2 3 4 5 1 10 10 10 10 10 • The Fe-Fe3C system, for Co = 0.76 wt% C • A transformation temperature of 675°C. 100 T = 675°C % transformed 50 0 2 4 time (s) 1 10 10
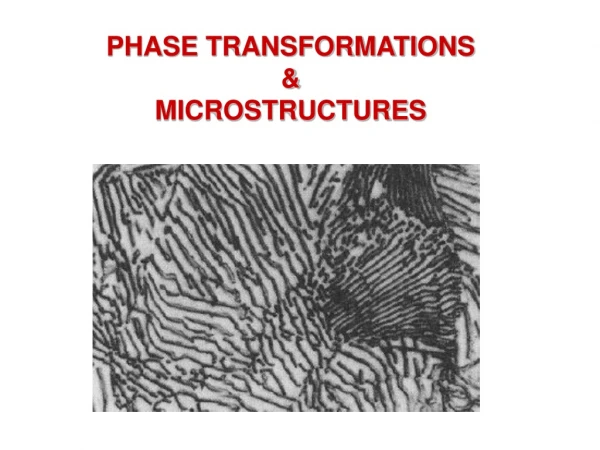
• Transformation of austenite to pearlite: Diffusion of C during transformation Austenite (g) cementite (Fe3C) grain a Ferrite (a) a a boundary g g a g g a pearlite a a growth a direction a Carbon diffusion • For this transformation, rate increases with ( DT) [Teutectoid – T ]. 100 600°C (DT larger) 650°C 50 675°C % pearlite (DT smaller) 0 Eutectoid Transformation Rate ~ DT Coarse pearlite formed at higher temperatures – relatively soft Fine pearlite formed at lower temperatures – relativelyhard
Eutectoid Transformation Rate • At T just below 727°C, very long times (on the order of 105 s) are required for 50%transformation and therefore transformation rate is slow. • The transformation rate increases as T decreases, for example,at 540°C 3 s is required for 50% completion. • This observation is in clear contradiction with the equation of • This is because in T range of 540°C-727°C, the transformation rate is mainly controlled by the rate of pearlite nucleation and nucleation rate decreases withT increase. Q in this equation is the activation energy for nucleation and it increaseswith T increase. • It has been found that at lower T, the austenite decomposition is diffusion controlled and the rate behavior can be calculated using Q for diffusionwhich is independent of T.
Nucleation and Growth • Reaction rate is a result of nucleation and growth of crystals. • Examples: 5
Isothermal Transformation Diagrams c11f13 • solid curves are plotted: • one represents the time required at each temperature for the start of the transformation; • the other is for transformation completion. • The dashed curve corresponds to 50% completion. • The austenite to pearlite transformation will occur only if the alloy is supercooled to below the eutectoid temperature (727˚C). • Time for process to complete depends on the temperature.
Isothermal Transformation Diagram c11f14 • Eutectoidiron-carbon alloy; composition, Co = 0.76 wt% C • Begin at T > 727˚C • Rapidly cool to 625˚C and hold isothermally. Austenite-to-Pearlite
Transformations Involving Noneutectoid Compositions T(°C) 1600 d L 1400 g +L g 1200 L+Fe3C (austenite) 1000 Fe3C (cementite) g +Fe3C 800 DT a +Fe3C 600 0.022 0.76 1.13 400 727°C 0 1 2 3 4 5 6 6.7 (Fe) C, wt%C Consider C0 = 1.13 wt% C Hypereutectoid composition – proeutectoid cementite
Martensite T Martensite bainite Strength Ductility fine pearlite coarse pearlite spheroidite General Trends Possible Transformations c11f37
c11f15 Coarse pearlite (high diffusion rate) and (b) fine pearlite
800 Austenite (stable) TE T(°C) A P 100% pearlite 600 100% bainite B 400 A 200 0% 100% 50% 10 -1 3 5 10 10 10 time (s) Bainite: Non-Equilibrium Transformation Products • elongated Fe3C particles in a-ferrite matrix • diffusion controlled • a lathes (strips) with long rods of Fe3C Martensite Cementite Ferrite
Bainite Microstructure • Bainite: formed as a result of transformation of austenite. • Bainite consists of ferrite and cementite and diffusion processes take place as a result. • This structure looks like needles or plates. There is no proeutectoid phase in bainite. • Bainite consists of acicular (needle-like) ferrite with very small cementite particles dispersed throughout. • The carbon content is typically greater than 0.1%. • Bainite transforms to iron and cementite with sufficient time and temperature.
Spheroidite: Nonequilibrium Transformation • Fe3C particles within an a-ferrite matrix • diffusion dependent • heat bainite or pearlite at temperature just below eutectoid for long times • driving force – reduction of a-ferrite/Fe3C interfacial area 10
c11f20 Pearlitic Steel partially transformed to Spheroidite
800 Austenite (stable) TE T(°C) A P 600 B 400 A 100% 50% 0% 0% 200 M + A 50% M + A 90% M + A time (s) -1 10 3 5 10 10 10 Martensite Formation Martensite needles • single phase • body centered tetragonal (BCT) crystal structure • BCT if C0 > 0.15 wt% C • Diffusion-less transformation • BCT few slip planes hard, brittle • % transformation depends only on T of rapid cooling Austenite
An micrograph of austenite that was polished flat and then allowed to transform into martensite. The different colors indicate the displacements caused when martensite forms.
Isothermal Transformation Diagram • Iron-carbon alloy with eutectoid composition. • A: Austenite • P: Pearlite • B: Bainite • M: Martensite
c11f24 Effect of Adding Other Elements 4340 Steel • Other elements (Cr, Ni, Mo, Si and W) may cause significant changes in the positions and shapes of the TTT curves: • Change transition temperature; • Shift the nose of the austenite-to-pearlite transformation to longer times; • Shift the pearlite and bainite noses to longer times (decrease critical cooling rate); • Form a separate bainite nose; nose plain carbon steel • Plain carbon steel: primary alloying element is carbon.
c11f23 • Example 1: • Iron-carbon alloy with eutectoid composition. • Specify the nature of the final microstructure (% bainite, martensite, pearlite etc) for the alloy that is subjected to the following time–temperature treatments: • Alloy begins at 760˚C and has been held long enough to achieve a complete and homogeneous austeniticstructure. • Treatment (a) • Rapidly cool to 350˚C • Hold for 104 seconds • Quench to room temperature Bainite, 100%
c11f23 • Example 2: • Iron-carbon alloy with eutectoid composition. • Specify the nature of the final microstructure (% bainite, martensite, pearlite etc) for the alloy that is subjected to the following time–temperature treatments: • Alloy begins at 760˚C and has been held long enough to achieve a complete and homogeneous austeniticstructure. • Treatment (b) • Rapidly cool to 250˚C • Hold for 100 seconds • Quench to room temperature Austenite, 100% Martensite, 100%
Austenite, 100% c11f23 • Example 3: • Iron-carbon alloy with eutectoid composition. • Specify the nature of the final microstructure (% bainite, martensite, pearlite etc) for the alloy that is subjected to the following time–temperature treatments: • Alloy begins at 760˚C and has been held long enough to achieve a complete and homogeneous austeniticstructure. • Treatment (c) • Rapidly cool to 650˚C • Hold for 20 seconds • Rapidly cool to 400˚C • Hold for 103 seconds • Quench to room temperature Almost 50% Pearlite, 50% Austenite Bainite, 50% Final: 50% Bainite, 50% Pearlite
c11f26 Continuous Cooling Transformation Diagrams • Isothermal heat treatments are not the most practical due to rapidly cooling and constant maintenance at an elevated temperature. • Most heat treatments for steels involve the continuous cooling of a specimen to room temperature. • TTT diagram (dotted curve) is modified for a CCT diagram (solid curve). • For continuous cooling, the time required for a reaction to begin and end is delayed. • The isothermal curves are shifted to longer times and lower temperatures.
c11f27 • Moderately rapid and slow cooling curves are superimposed on a continuous cooling transformation diagram of a eutectoid iron-carbon alloy. • The transformation starts after a time period corresponding to the intersection of the cooling curve with the beginning reaction curve and ends upon crossing the completion transformation curve. • Normally bainite does not form when an alloy is continuously cooled to room temperature; austenite transforms to pearlite before bainite has become possible. • The austenite-pearlite region (A---B) terminates just below the nose. Continued cooling (below Mstart) of austenite will form martensite.
c11f28 • For continuous cooling of a steel alloy there exists a critical quenching rate that represents the minimum rate of quenching that will produce a totally martensitic structure. • This curve will just miss the nose where pearlite transformation begins
c11f29 • Continuous cooling diagram for a 4340 steel alloy and several cooling curves superimposed. • This demonstrates the dependence of the final microstructure on the transformations that occur during cooling. • Alloying elements used to modify the critical cooling rate for martensite are chromium, nickel, molybdenum, manganese, silicon and tungsten.
Mechanical Properties • Hardness • Brinell, Rockwell • Yield Strength • Tensile Strength • Ductility • % Elongation • Effect of Carbon Content
Pearlite (med) Cementite (hard) C0 > 0.76 wt% C Hypereutectoid Mechanical Properties: Influence of Carbon Content c11f30 Pearlite (med) ferrite (soft) C0< 0.76 wt% C Hypoeutectoid
c11f31 Mechanical Properties: Fe-C System
Tempered Martensite c11f34 • Martensite is hard but also very brittle so that it can not be used in most of the applications. • Any internal stress that has been introduced during quenching has a weakening effect. • The ductility and toughness of the material can be enhanced by heat treatment called tempering. This also helps to release any internal stress. • Tempering is performed by heating martensite to a T below eutectoid temperature (250°C-650°C) and keeping at that T for specified period of time. • The formationof tempered martensite is by diffusion.
Tempered Martensite c11f34 • Tempered martensite is less brittle than martensite; tempered at 594 °C. • Tempering reduces internal stresses caused by quenching. • The small particles are cementite; the matrix is a-ferrite. US Steel Corp. 4340 steel
c11f34 Tempered Martensite • Tempered martensite may be nearly as hard and strong as martensite, but with substantially enhanced ductility and toughness. • The hardness and strength may be due to large area of phase boundary per unit volume of the material. • The phase boundary acts like a barrier for dislocaitons. The continuous ferrite phase in tempered martensite adds ductility and toughness to the material. • The size of the cementite particles is important factor determining the mechanical behavior. • As the cementite particle size increases, material becomes softer and weaker. The temperature of tempering determines the cementite particle size. Since martensite-tempered martensite transformation involves diffusion, Increasing T will accelerate the diffusion and rate of cementite particle growth and rate of softening as a result.
Hardness as a function of carbon concentration for steels c11f33
Rockwell C and Brinell Hardness c11f36 Hardness versus tempering time for a water-quenched eutectoid plain carbon steel (1080); room temperature.
Precipitation Hardening • The strength and hardness of some metal alloys may be improved by the formation of extremely small, uniformly dispersed particles (precipitates) of a second phase within the original phase matrix. • Other alloys that can be precipitation hardened or age hardened: • Copper-Beryllium (Cu-Be) • Copper-Tin (Cu-Sn) • Magnesium-Aluminum (Mg-Al) • Aluminum-Copper (Al-Cu) • High-strength Aluminum alloys
Phase Diagram for Precipitation Hardened Alloy c11f40 • Criteria: • Maximum solubility of 1 component in the other (M); • Solubility limit that rapidly decreases with decrease in temperature (M→N). • Process: • Solution Heat Treatment – first heat treatment where all solute atoms are dissolved to form a single-phase solid solution. • Heat to T0 and dissolve B phase. • Rapidly quench to T1 • Nonequilibrium state (a phase solid solution supersaturated with B atoms; alloy is soft, weak-no ppts).
Precipitation Heat Treatment – the 2nd stage c11f43 • The supersaturated a solid solution is usually heated to an intermediate temperature T2 within the a+b region (diffusion rates increase). • The b precipitates (PPT) begin to form as finely dispersed particles. This process is referred to as aging. • After aging at T2, the alloy is cooled to room temperature. • Strength and hardness of the alloy depend on the ppt temperature (T2) and the aging time at this temperature.
Precipitation Hardening 700 T(°C) CuAl2 L 600 a +L +L A 500 q a+q C 400 300 0 10 20 30 40 50 B (Al) wt% Cu composition range available for precipitation hardening Temp. Pt A (solution heat treat) Pt C (precipitate ) Time Pt B • Particles impede dislocation motion. • Ex: Al-Cu system • Procedure: -- Pt A: solution heat treat (get a solid solution) -- Pt B: quench to room temp. (retain a solid solution) -- Pt C: reheat to nucleate small q particles withina phase. At room temperature the stable state of an aluminum-copper alloy is an aluminum-rich solid solution (α) and an intermetallic phase with a tetragonal crystal structure having nominal composition CuAl2 (θ).
Precipitation Heat Treatment – the 2nd stage c11f43 • PPT behavior is represented in the diagram: • With increasing time, the hardness increases, reaching a maximum (peak), then decreasing in strength. • The reduction in strength and hardness after long periods is overaging(continued particle growth). Small solute-enriched regions in a solid solution where the lattice is identical or somewhat perturbed from that of the solid solution are called Guinier-Preston zones.
PRECIPITATION STRENGTHENING • Hard precipitates are difficult to shear. Ex: Ceramics in metals (SiC in Iron or Aluminum). • Result: 24
c11f44 • Several stages in the formation of the equilibrium PPT (q) phase. • supersaturated a solid solution; • transition (q”) PPT phase; • equilibrium q phase within the a matrix phase.
Influence of Precipitation Heat Treatment on Tensile Strength (TS), %EL • %EL reaches minimum with precipitation time. many small “aged” precipitates non-equil. 30 solid solution fewer large precipitates 400 “overaged” 20 300 tensile strength (MPa) %EL (2 in sample) 10 149°C 149 °C 200 204°C 204°C 100 0 1min 1h 1day 1mo 1yr 1min 1h 1day 1mo 1yr precipitation heat treat time precipitation heat treat time • 2014 Al Alloy: • TS peak with precipitation time. • Increasing T accelerates process.