Download

1 / 16
190 likes | 355 Views
Eliminating smaller flares. James BANISTER Process Technologist Heatric . Natural gas field sizes Exploitation technologies. TCF. LNG and Big GTL. 100. 1000 mmscf/d. 15. 10. 150 mmscf/d. 2. Big methanol. 0.8. 1000. < 50 mmscf/d. 0.4. Re-injection. or conversion. 0.2. 0.05.

E N D
Eliminating smaller flares James BANISTER Process Technologist Heatric
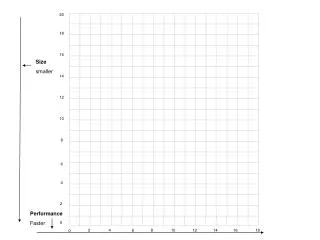
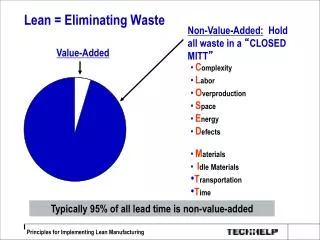
Natural gas field sizesExploitation technologies TCF • LNG and Big GTL 100 1000 mmscf/d 15 10 150 mmscf/d 2 • Big methanol 0.8 1000 < 50 mmscf/d 0.4 • Re-injection or conversion 0.2 0.05 6000 Number of fields
100 10 2 0.8 0.4 0.2 <0.4 0.05 Natural gas field sizesExploitation technologies TCF • LNG and Big GTL 15 1000 mmscf/d 150 mmscf/d • Big methanol 1000 < 50 mmscf/d • Re-injection 6000 Number of fields Total gas volume
7% of fields <0.4 TCF Approximately half would be considered stranded No viable gas market Associated gas requires alternatives to flaring 100 10 2 <0.4 Natural gas field sizesExploitation technologies TCF Total gas volume
The choice • Re-injection or conversion? • Conversion brings an additional revenue stream • Recover capital cost of plant Methanol or GTL?
Product Value and PricingExploitation technologies • GTL • Product value linked to energy price • A small price premium may be possible from refiners • Economics of the process driven by cheap energy supply
Product Value and PricingExploitation technologies • Methanol • Product carries price premium • Smaller unit fit with smaller chemicals market • Up to 150mmscf/d • Use of methanol offshore • Hydrate suppression • Process enhanced by carbon dioxide in feed gas
Size and Weight offshore Methanol vs GTL reactors • Reformer is common to both technologies • GTL reactor is big • 10m diameter reactor for 100mmscf/d • Methanol is smaller • 3m diameter reactor for 100mmscf/d
Methanol has real advantages over GTL • Cheaper, lighter and smaller process • Higher value product Offshore gas conversion The technical challenges • Minimise capital cost • Minimise size and weight • Designed for the operating environment
Heatric compact methanol process Using diffusion bonded exchanger technology (DBX)
Heatric compact methanol process The reformer • Process Simulation • Proof-of-concept • Component Analysis • Laboratory Trial Facility • Industrial Prototype
Heatric compact methanol process Methanol synthesis • Process Simulation • Demonstration and development unit • Design of unit for a conventional plant
Heatric compact methanol process Product advantages • Reformer • Utilises Heatric multiple adiabatic bed concept • Simplifies control • Catalytic combustion • Methanol • No recycle compressor • Reduced catalyst volume • Advantages • Compact packaged process • No oxygen plant • Cost-effective for 5-50 mmscf/d • k$140-k$200 per tpd capacity • Experience in manufacturing for off-shore
Conclusion • Methanol production can provide revenue to eliminate flaring • Challenge in the offshore environment is size and weight reduction • Heatric is developing the technology for the most cost-effective offshore gas conversion